

One More Year Ends…
The eye-catching window decorations of stores and the intense campaigns of the e-commerce sites remind us daily that we are just short of time until the new year. To accurately assess the performance of the Turkish corrugated board industry in 2025, it will be helpful to look back and remember how the figures were at the begining of this year.
Corrugated board sales in our country were 2.58 million tons in 2022 and 2.47 million tons in 2024. In other words, there was a -4.4% decrease compared to 2022. A similar situation applies to the capacity utilization rates in the industry. The capacity utilization rate, which was 71.8% in 2022, declined to 68.1% in 2023 and 65% in 2024. Annual fluctuations in corrugated board sales are primarily due to the changes in demand across the markets served. While some markets are more stable, others experience fluctuations. So, it may be helpful to closely examine the changes in corrugated board sales over the last three years in certain markets which took significant shares of the total corrugated board sales.
The sales change in the “Fats-Oils” group, a subgroup of the “Food and Agriculture” main category and accounts for approximately 6-7% of total corrugated board sales, increased by +19% on square meter basis in the 2022-2023 period and +16% in the 2023-2024 period. Similarly, the “Vegetable-Fruits” group, which is a subgroup of the same main category and accounts for approximately 6% of total corrugated board sales, increased +24% in the 2022-2023 period and continued it at +25% in the 2023-2024 period, too. Meanwhile, the change in corrugated board sales to the “Meat-Fish-Egg” subgroup, which has a share of approximately 6-7% in total corrugated board sales, was realized as a -25% decrease on the m2 basis in the 2022-2023 period and a +27% increase in the 2023-2024 period. The share of the main category of “Glass and Ceramics” in total corrugated board sales is approximately 3.5-4%, and sales to this industry decreased by -16% on the m2 basis in the 2022-2023 period, and the reduction continued by -42% in the 2023-2024 period.
Corrugated board sales for the “e-commerce” category, which is becoming increasingly essential part of daily life, are rapidly increasing. E-commerce’s share in total corrugated board sales, which was less than 1% in 2022, has jumped to 4% in 2024. Annual changes in corrugated board sales for the “e-commerce” category clearly support this rapid share increase. Corrugated board sales, which increased by +155% on the m2 basis in the 2022-2023 period, did not slow down in the 2023-2024 period but continued to rise, reaching a high value of +457%.
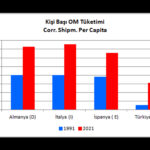
In spite of this situation, corrugated board consumption per capita in our country was 30.3 kg in 2022, decreased to 29.5 kg in 2023 and calculated as 28.8 kg in 2024. Considering that corrugated board consumption per capita is approaching 60 kg in Spain, exceeding 65 kg in Germany and almost 70 kg in Italy, it is easy to have an idea that there is still more to do. The results of the Turkish corrugated board industry’s performance this year will soon be available. Thus, it will be clear how the corrugated board industry’s activities in 2025 will change the above-mentioned figures.
2025/12
Sources: OMUD, FEFCO, EUROSTAT
✿❀✿
The Integration of Paper Mills with Corrugated Board Plants: Pros & Cons
While the recycled paper industry is a section of heavy industry that mostly uses waste paper as raw material, the corrugated board industry produces packaging solutions by processing paper as raw material. Due to the reverse process flow of corrugated board, where it is first sold and then produced, the qualities and the quantities of paper required as raw material are constantly changing. That’s why, corrugated board businesses that also integrate with paper mills have an advantage. The integrated operation of the recycled paper mill and the corrugated packaging plant within the same company provides certain advantages such as low cost or quick supply for the corrugated board business. However, examining this situation which looks almost ideal will help us look at the issue from different perspectives. Because, such integration may not always be advantageous. This can be illustrated by some examples like the ones below.
(+) Production of ordered corrugated packaging will not be delayed due to waiting for paper.
(-) The integrated paper mill’s production schedule may not be able to respond flexibly to the corrugated board factory’s unplanned demands and the last-minute changes.
(+) There is no need to stock paper with wide variety of qualities and widths.
(-) If an integrated paper mill produces different qualities of paper only at certain periods of time due to the optimization, it may be necessary to stock a certain amount of those paper.
(+) A significant advantage is achieved in paper costs.
(-) In companies with paper integration, the main priority for the corrugated board plants is to supply the paper they need from their own paper mills. Although a corrugated board company can determine the sales price based on the cost of paper coming from its own group’s paper mill, sometimes, as a result of the market dynamics and the changes in the supply-demand balance, the final cost of the paper procured from any paper manufacturer may be lower than the cost of its own group’s paper mill. If the integrated paper mill’s production technology is somewhat outdated, this difference becomes even larger.
(+) There is an opportunity to develop new paper qualities.
(-) The technology of a paper mill limits the qualities of paper it can produce. In today’s world, technology is rapidly evolving. To keep the pace with this change, recycled paper mills should frequently review their production technologies to identify the areas for improvement, and modernize it with the new technology. Paper mills that cannot update its technology for various reasons will, after a while, experience difficulties due to the technological limits in producing new paper qualities that are introduced to the market and/or in demand. This prevents a corrugated board plant that operates under the same roof with the paper mill from offering this innovation to its customers. In this case, integration becomes a disadvantage rather than an advantage.
(+) If the monthly paper needs of a corrugated board plant have small volumes, the chance to get a price discount when sourcing it from different paper manufacturers is limited. However, if the company has an integrated paper mill, even the small volumes can be supplied without any problems, with the cost advantage.
(-) For example, a corrugated plant’s monthly paper needs might be 50% of the company’s integrated paper mill’s monthly production. Since the paper production is a continuous process, each month, 50% of the paper production needs to be sold to external customers on the market conditions.
(+) The distance between the locations of the integrated corrugated packaging plants and the paper mill is critical. If the corrugated board plants are located within a reasonable distance of the paper mill, they can maximize the economic advantages of using their own paper by minimizing the transportation costs.
(-) If the paper mill and the corrugated board plants of the same company are very far from each other, there will be no economic advantage for the corrugated board plant to use its own paper due to the very high transportation costs. (For example, if the distance between the paper mill and the corrugated board plant is 1000+ km, etc.)
The synergy of corrugated board – paper integration becomes more clear in periods when markets are tight and order books are full, rather than in periods when markets are weak and orders are fewer. For the corrugated board businesses, where paper is approximately 60% of the total cost, securing the paper supply during tight market periods and keeping costs under control when the prices tend to increase are undoubtedly important benefits. However, it would be a rational approach to consider some of the cons of corrugated board – paper integration experienced in practice, as in the examples given above, and to focus on their solutions.
2025/09
✿❀✿

The Big Picture
A sales manager of a recycled paper plant located in our country complained that the majority of purchasing managers of corrugated board companies select the suppliers by focusing only on the price, and place the orders, so they often ignore the other factors. Here, it is necessary to think a little bit more on the critical word “the other factors.”
Some higher managers who focus only on the price of the order regularly remind their purchasing teams that the product / service in question needs to be found even cheaper. They also constantly complain about the fact that the purchasing department cannot find a cheaper one. But, without having an idea of the Total Cost of Ownership (TCO) of the purchased material or product, the actual cost of a product/service that is thought to be purchased at the cheapest price can be very expensive. For this reason, instead of comparing the offers received only on the basis of price, pointing out the features of each potential supplier such as payment method, on-time delivery, packaging, waste, flexibility in order changes, and their potential advantages/disadvantages in short and medium-term in the comparison table allows the final decision maker to see the whole picture.
Referring to the point in the first paragraph, paper is the most critical input for the corrugated board businesses. The producers from whom this commodity, which is more than half of the total cost, can be supplied are examined, tested and approved according to the company’s quality criteria, and become approved suppliers for the corrugated board companies. When purchasing paper from these suppliers, which are acceptable in terms of quality, it is the nature of the business to make decisions by keeping the total cost to the buyer takes the priority. However, when market conditions change, the supplier who has a slightly higher cost today may become much more attractive. Or, the production of a supplier, who constantly offers at a competitive price, may be interrupted for a certain period of time due to a technical problem. Therefore, it is necessary not to put all the eggs in one basket.
It is important to maintain cooperation with other supplier(s) without significantly increasing the average input cost by purchasing a small portion of the paper order from the relatively higher-cost supplier, regularly. Many paper manufacturers naturally prioritize meeting the demands of their regular customers. Especially in tight market conditions, this causes a serious disadvantage for the companies that do not work together regularly. In fact, in some cases, it may be more important for corrugated board businesses to procure the required paper as soon as possible, regardless of its cost. In such times, the paper manufacturer may not choose to support a company that is not a regular customer by changing the paper production plan it has made for its regular customers.
As a result, not only the sale price of the purchased paper but also its Total Cost of Ownership (TCO) should be taken into consideration. In addition to the total cost of the purchase, the other potential advantages that the suppliers can provide in the short and medium term should also be analyzed from a strategic perspective, and the decisions should be made accordingly. As Leroy Hood, American scientist, said “If you just focus on the smallest details, you never get the big picture right.”
2025/06
✿❀✿

The Capacity
Turkiye’s paper & board capacity increased by 11.2% in 2024 compared to the previous year, from 7015K tons to 7800K tons. Regarding the subcategories, the highest increase from 2023 to 2024 was in corrugated base paper capacity with 18%. While some of the paper & board capacity increases are provided by the machine modernizations, some of them are due to the new investments put into operation. The corrugated base paper capacity, which is included in the total paper & board capacity, has the largest share with 57%. As a result of the proportion of the total paper & board productions realized in our country in 2024 to the capacities in question, it is clear that the cardboard which takes the first place with 80%, is followed by the corrugated base papers with 73%.
As it is well known that the capacity reports, which are prepared as a result of determining the amount of production that the business can achieve in a year within the framework of its existing machinery and the workforce capacity, are obtained from the chambers of industry in order to be submitted to different authorities. Meanwhile, many businesses calculate their production capacities based on various criteria to know their own production performance, other than the official use, too. In the corrugated board industry, the formula below can be used to calculate the corrugator production capacity:
Corrugator Machine Working Width x Corrugator Machine Design Speed x Hours per Shift x Number of Shifts in a Day x Number of Working Days in a Year x Average Basis Weight = Ton
[ meter x meter/minute x minute x ton/m2 = ton ]
It will be useful to have a closer look at the factors of the formula in order to see the direct impact of those factors on the capacity figure that will be calculated as a result.
Machine Width: The maximum working width of the corrugator machine, excluding the side trim. (m)
Machine Speed: The maximum design speed of the corrugator machine, guaranteed by the manufacturer. (m/min)
Daily Working Hours: The time spent in a single shift during a day, and is generally considered as 8 hours. (min)
Annual Working Days: The number of actual working days during a year, excluding official holidays and planned shutdowns, and is generally considered as 300 days.
Average Basis Weight: The maximum sheet basis weight that can be produced on the corrugator machine. (t/m2)
The capacity calculated by placing the appropriate figures in parallel with the above definitions into the formula is the theoretical production capacity (t) of the corrugated board plant, and it is not practically possible for a corrugator machine to produce continuously at maximum speed with the maximum working width and maximum basis weight for the whole year. How the numbers used in the formula above are chosen affects the capacity value obtained, directly. It is obvious that the production capacity will change by selecting the machine working width and/or machine speed as higher or lower as well as by considering the number of shifts as 2 or 3.
Corrugated packaging plants may need to know to what extent the capacity of their existing corrugator machine is used before making a decision to invest in a new corrugator machine. In terms of the accuracy and suitability of the investment decision to be taken, it is very important to select the figures in the formula as realistic and achievable as possible when calculating the capacity. The capacity utilization rate, which is obtained by dividing the annual actual production by the annual capacity, is usually below 100% because unplanned shutdowns, market conditions, etc., cause production loss. If the capacity utilization rate is constantly at or above 90%, it is inevitable to experience bottlenecks in production and inadequate response to the orders. Some peaks in orders that may appear on certain periods due to various factors such as seasonality increase the capacity utilization rate, temporarily. But, if there are order gaps in the corrugator machine for the rest of the period, the capacity of the corrugator machine can be utilized more efficiently by optimum planning of the production of the corrugator machine and producing the orders in a feasible period of time in the corrugator machine.
2025/05
Sources: SKSV, ISO
✿❀✿

The EU Regulation on Waste Shipments and 2024 Waste Paper Imports of Turkiye
While some of the waste generated in the EU is shipped between EU Member States, a large share of that waste is exported. The European Union (EU-27) exported approximately 39.3 million tonnes of recyclable raw materials in 2023. Almost seven million tonnes of this was paper and cardboard. Turkiye is generally the main destination for EU waste. According to Eurostat, the European Union exported 32.1 million tonnes of waste to non-EU countries in 2022, with around 12.4 million tonnes of waste sent to Turkey, accounting to 39% of the EU’s total waste exports in 2022.
The new regulation on waste shipments to and from the EU entered into force on 20 May 2024.
It aims to:
- Ensure that the EUdoes not export its waste challenges to third countries and contributes to environmentally sound management of waste.
- Strengthen enforcement to prevent illegal shipments of wasteoccurring within the EU, as well as from the EU to third countries.
- Increase traceability of waste shipments within the EU and facilitate recycling and reuse.
Although the new EU Waste Shipments Regulation entered into force on 20 May 2024, most provisions will apply from 21 May 2026 and most export rules will apply from 21 May 2027. Until then, the provisions of Waste Shipments Regulation 1013/2006 will continue to apply. Specifically, regarding exports to OECD countries, including Turkiye, the European Commission will monitor trends. If there are concerns that certain exports are increasing and may cause environmental damage in the destination country, the Commission will enter into dialogue with that country. If the waste is not managed in an environmentally sound manner, such exports will be suspended. Therefore, companies exporting waste from the EU will have to demonstrate that the exported waste is properly managed at the facility that uses the waste in the recipient country. Companies will ensure that independent audits are carried out at the facilities to which the waste is shipped, to demonstrate that these facilities manage the waste in an environmentally sound manner. If the audit does not provide positive results, the companies will stop exporting the waste to the related facility.
In the meantime, it would be useful to take a closer look at the details of the waste paper imports made in our country last year. In 2021, about 24% of the waste paper used as raw material in Türkiye was imported while this ratio was almost 27% in 2022, and approximately 25% in 2023. In 2024, 1.5 million tons of waste paper was imported.
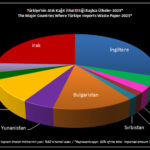
The UK maintained its leading position in the list of countries where waste paper was imported in 2024, like in 2021, 2022 and 2023. It represented 38% of the total amount in 2021 while decreasing its share to 28% in 2022, around 25% in 2023, and it maintained its leadership with roughly 24% share in 2024 despite the small gap with the second-placed country. Approximately 67% of the imports of waste paper under the customs tariff statistical position (GTIP): 4707.90 classified as the Others (unsorted waste and scrap) were from the UK.
Iraq, which ranked second among the countries where waste paper was imported, with a rate slightly over 19% in 2021, increased its share to over 25% in 2022, held its second place with a share of 20% in 2023, and increased its share again to 23% in 2024, maintaining its second place, just behind the UK. The main factor that brought Iraq to this level is that approximately 35% of the waste paper imports made under the customs tariff statistical position (GTIP): 4707.10 classified as the Unbleached kraft paper or solid board or corrugated paper or solid board were from Iraq. Bulgaria, which ranked third in 2023 with its rate slightly exceeding 11%, maintained its third place with almost the same ratio in 2024, too.
2025/03
Sources: European Commission Directorate-General for Environment, Statista.com, TUIK
✿❀✿

Pizza Boxes
In Türkiye, e-commerce volume increased by 115.15% compared to the previous year and reached to 1.85 trillion Turkish lira in 2023, while the number of transactions increased by 22.25% compared to the previous year and reached to 5.87 billion. The Ministry of Trade predicts that e-commerce volume will be 3.4 trillion Turkish lira and the number of transactions will be 6.67 billion in 2024. Online food deliveries are a portion of online shopping through internet. The online food delivery sector’s share in e-commerce reached to 2.51% in 2023 in our country. The number of orders and the annual change rate in food deliveries increased between 2019 and 2021, that is, during and after the pandemic which shook the whole world.
This increase is also reflected in corrugated board statistics. The share of E-flute consumption in total consumption has increased from 6.9% to 10.10% in the last five years. Similarly, the average sheet weights decreased from 530 gr/m2 to 503 gr/m2 in the same period. In other words, corrugated boxes are getting lighter.
Pizza, which ranks third among the top seven highest-spending products in the online food delivery sector within e-commerce in 2023, is one of the most popular fast foods ordered from the online food delivery web sites on e-commerce platforms. When the pizza box delivered home is opened, it is often observed that the pizza is packaged in a way that it comes into direct contact with the corrugated box, that is, there is no different packaging material between the pizza and the corrugated box, and most of the time, its oil has leaked into the corrugated board. Since corrugated boxes are secondary packaging, it would be more convenient for the food to come into direct contact with the primary packaging first, and to be placed in the corrugated box together. But, it is possible to see that pizzas, which were served in corrugated boxes together with the primary packaging paper in the past, are usually placed directly in the secondary packaging material in many places today due to the cost factor. In some cases, it is also noticed that products such as pita or pizza are packaged as primary packaging with a paper printed using printing inks for logo / address / advertising / promotion etc. purposes, and then served by placing it in a corrugated box.
The maximum limits of the substances to be allowed in paper-based materials that will come into direct contact with food are clearly stated in the “Turkish Food Codex The Regulation of Food Contact Materials and Articles” and its annex, published in the Official Gazette dated 05.04.2018 by the Ministry of Food, Agriculture and Livestock. In the Article 1.b. of Annex-3, it is also stated as follows: “Printed and written papers not produced for food contact purposes and the recycled papers cannot be used for food contact…” Therefore, if paper-based packaging is to be used in direct contact with foods such as pizza, pita, etc., it is clear that the max limits written in the annexes of the above mentioned regulation must be complied with.
A news report in the media last year stated that some pizza boxes exported to France were confiscated by the authorities because phthalates were detected in the them. Phthalates are known to be carcinogenic substances with high solubility in oil. In the guide prepared by the experts of the European Directorate for the Quality of Medicines & Healthcare (EDQM) and approved by the European Committee for Food Contact Materials and Articles (CD-P-MCA), paper and board that come into direct contact with food, are also taken into consideration, and provides legal requirements as well as the max limits of some substances.
In accordance with the Communique “Product Safety and Inspection: 2025/5” published in the Official Gazette dated 31.12.2024 by the Ministry of Trade, and the scope of its chapter GTIP.48 in Annex 2, it is necessary to get a certificate of conformity for each lot from the Ministry of Agriculture and Forestry for the papers that will be imported and used for direct food contact purposes, too.
However, instead of serving products such as pizza, pita, etc. to the consumer by placing it directly into a corrugated box right after they come out of the oven, and in a way that its oil can leak into the corrugated box while it is hot, it may be a more suitable and healthier method for consumers to serve them by placing it inside a corrugated box, which is a secondary packaging, together with a primary packaging material that is preferably unprinted and suitable for direct contact with food.
2025/01
Sources: OMUD,Official Gazette, eticaret.gov.tr, “E-Commerce Data of Türkiye” T.C. Ministry of Trade May 2024, gazeteoksijen.com, EDQM, SGS
✿❀✿

(Not) Counting the Chickens Before They are Hatched
In times when markets are slow, having a raw material warehouse full of paper, or even having tons of paper of different qualities, widths and basis weights on the way or arrived at the port, causes an annoying situation for corrugated board companies. However, the paper in the raw material warehouse, also the paper on the way or at the port were ordered based on the sales forecasts given by the sales department. While making these forecasts, sales departments analyze the sales forecasts of their customers they are in contact with and/or some data about agricultural products approaching the harvest time (i.e.: yield, export, etc.) and make the calculations. The main purpose is to respond positively and immediately to the customer’s potential order, and to deliver the requested corrugated box to the customer with the requested features, in the requested quantity and on the requested date. However, when the markets suddenly change the direction and start to cool down due to various reasons, things may not turn out as one estimates. As a result of the high paper stocks caused by this situation and the financing related to these stocks, there may be a problem in the working capital. At this stage, different solutions need to be developed.
In the meantime, the risk of being caught unready with the excessively high paper stocks can be reduced as much as possible by a series of studies before the problem reaches to this level. If all papers ordered for the current month (x) and the next three months (x+3) are added to the existing paper stocks on the dates they will arrive, and the consumption amounts in the sales budget reported by the sales department are deducted for the relevant months, the paper stock level at the end of each month can be calculated approximately. The result obtained is a summary of a scenario that reflects the probability of the predictions being 100% actual. The same calculation can be made for the probability of the predictions being 95% and 90% actual, and the approximate level of paper stocks at the end of months x, x+1, x+2 and x+3 can be calculated.
The figures obtained according to those three different scenarios mentioned above will give the higher management a general idea about the direction of the paper stocks. Thus, while there is still time, it may be helpful to review the paper orders and revise them if necessary. Additionally, the sales department can also consider the alternatives of focusing on different markets or working more closely with the existing customers by foreseeing the estimated levels of the paper stocks in 95% and 90% probability scenario studies that assume things will not go as planned.
To be able to predict as accurately as possible the level that paper stocks will reach on a specific date, the paper stock projection should be repeated at periodically with up-to-dated data. The latest sales forecasts periodically updated by the sales department should be used, not the sales budget data, when the calculations are made to update the paper stocks projection. In this way, the achievement of precautions to be taken in advance can be increased. As a result, in a market where orders are decreasing, it will be prevented from keeping excessive amounts of paper stocks in the raw material warehouse, and will also support the working capital.
Frequent update of this projection study based on the current information is beneficial not only for the periods when markets suddenly cool down, but also for the periods of an unforeseen upward trend in sales. If the markets tighten rapidly for various reasons and the paper consumption exceeds the previously estimated amounts, paper stocks may decline excessively. By taking precautions before it is too late and supplying additional paper, it is possible to prevent problems in the sales service provided to the customers, and to prevent the paper stocks in the raw material warehouse from decreasing to a critical level.
2024/11
✿❀✿

When the Wind Blows…
Based on the forecast of the sales department, packaging papers purchased from both the domestic market and abroad are kept in the raw material warehouse to be used in the production. Especially during periods when the markets start to be loose, the waiting times of corrugated board papers, which were supplied based on the “optimistic” forecasts of the sales teams, begin to lengthen in the warehouse, and the quantity of those that have been waiting in the warehouse for a long time also begins to increase. Paper purchased from the domestic market is usually ordered to be delivered next month, while papers procured from abroad are usually ordered to be delivered two months later. The change in direction and slowdown of the markets and the decrease in box orders coincide with the period when previously ordered corrugated board papers begin to be delivered.
Since corrugated board paper is ordered and produced with three parameters such as type / width / basis weight, in case of late cancellation of the order, it is not so easy for paper manufacturers to utilize these papers by selling them to another customer. As a result, tons of waste of paper would generate. On the other hand, when the waiting period for some of the paper reels in the raw material warehouse starts to reach months, the situation starts to become troublesome for corrugated board companies. While it is aimed to put these reels, the prices of which have been paid or will be paid when due, into production as soon as possible, to be converted into corrugated board and sold to customers, in other words, to be converted into money, a solution must be found for them which remains motionless in the warehouse due to the change of direction of the wind in the markets.
Meanwhile, new paper requests which have different width/type/basis weight properties and do not exactly match with the existing papers in the warehouse may be made for the new orders that still continue, but at a slow pace. A different solution can be reviewed instead of placing new paper orders and finding additional financing for this purpose, thus putting the working capital under even greater strain, altough there are paper stocks in the raw material warehouse that have been paid for but cannot be used in the production.
Firstly, the paper stocks in the raw material warehouse are classified according to its waiting time and the maximum time limit is determined based on the supply periods. Then, which paper reels exceed this time limit (e.g.: 100 days, 120 days etc.) are listed. In addition, the ratio of slow moving stocks that exceed a certain time, to total paper stocks should also be examined. In particular, after repeating these calculations for each warehouse of multi-location corrugated board companies, it can be evaluated which one of the new paper demands can be met by the papers that have been in the raw material warehouse for a long time. At this point, by tolerating the certain paper wastes, the slow moving paper stocks can be consumed as soon as possible, thus converting the paper in stock into cash as well as saving money by not creating any additional financial cost since new paper is not supplied.
As explained above that the classification study of the paper stock for the waiting period as well as the comparison of the slow moving stocks with the new paper demands should be organized by the head office management to determine which slow moving paper in the stock will be transferred to which location to be used in, and all the locations should comply with this plan. In order to use the slow moving paper stocks, the generated paper waste should be included in the calculations of the location that has the slow moving stock, not the location where the paper is transferred. This solution, which may not seem very attractive from the sole location’s perspective, will create significant synergy when the corporate company is considered as a whole.
2024/09
✿❀✿

The Last 3 Years of KLB Imports in Türkiye
Kraftliner (KLB), made up of a high percentage of unbleached sulphate chemical wood pulp (primary fibre) mixed with small quantities of recycled paper stock (secondary fibre), is used in the corrugated board industry of our country for the boxes of fruits, vegetables, meat, fish and chicken which kept in the cold warehouses. It is also used in leaf tobacco packaging. Although different studies show slight differences for the global kraft liner market, a size of approximately 20 billion USD can be mentioned as 2023. In our country, which is a net importer for kraftliner, Seka Akdeniz mill, which started operation in 1984, had been an important kraftliner supplier for many domestic corrugated packaging companies for nearly 20 years.
Although the imports of Kraftliner in the last three years varied on a yearly basis, the top three countries for import did not change. It is not surprising that the USA is at the top of the list. Because, most of the world’s total kraftliner capacity is located in North America. While 47% of the approximately 177K tons of kraftliner imported in 2021 was from the USA, 36% of the approximately 206K tons of kraftliner in 2022, and 40% of the approximately 162K tons of kraftliner in 2023 imported from the USA. 20% of KLB imports in 2021 were from Poland and 20% were from Russia, and with these amounts, these two countries climbed to the second and third places in the list.
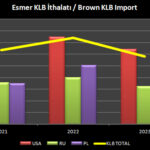
By 2022, Poland supplied 25% of total kraftliner imports, ranking second after the USA, and Russia became the third country with the most kraftliner imports with a share of 19%. Last year, when approximately 162K tons of kraftliner was imported, the country after the USA was Poland with a 23% share, and followed by Russia with a 20% share.
Russia managed to keep its share in total kraftliner imports proportionally balanced in the 2021-23 period, in parallel with the annual increases and decreases. On the other hand, there is a decreasing trend in kraftliner imports from the USA on a quantitative basis for the last three years. Approximately 64K tons of kraftliner imported last year reflects the lowest level in the amounts of kraftliner imported from the USA in the last five years.
2024/08
Sources: TUIK
✿❀✿

The Protection Measures for Recycled Paper Imports in Turkiye
In 2019, 57% of the total paper-board production in our country was corrugated packaging paper, while 59% in 2020, 59% in 2021 and 54% in 2022 were produced as corrugated packaging paper. Corrugated packaging paper production, which was 2,914K T in 2023, corresponds to 55.6% of the total paper-board production in our country. Considering the ratio of imported recycled corrugated packaging papers to domestic production, it is roughly 8% in 2019, nearly 9% in 2020, almost 9% in 2021, approximately 10% in 2022, and approximately 13% in 2023. Taking into consideration that the corrugated board paper consumed in our country in 2023 consists of the sum of corrugated board paper produced and sold domestically, and imported corrugated board paper, the share of imported corrugated board paper in the total consumption is approximately 10.5%. When the inventories are deducted, this ratio becomes 10.7%
After AGED (Paper Recycling Industrialists Association) made the application on behalf of the paper manufacturers producing in Turkey, by the Communique No: 2024/5 on “Protection Measures in Import” by the Ministry of Commerce, it was decided “to apply temporary measures for 200 days and determine an additional financial liability of 200 USD per ton” for the temporary measure and it was agreed to recommend it to the Presidency of the Republic of Türkiye. Those measures were for the import of papers with the following Customs Tariff Statistical Positions: 480511 (Fluting paper by semi-chemical wood pulp) – 480512 (Fluting paper by semi-chemical straw pulp) – 48051910 (Others: Secondary fibre / Wellenstoff) – 48051990 (Others: Papers) – 480524 (TestLiner =< 150 g/m2) – 480525 (Testliner > 150 g/ m2)
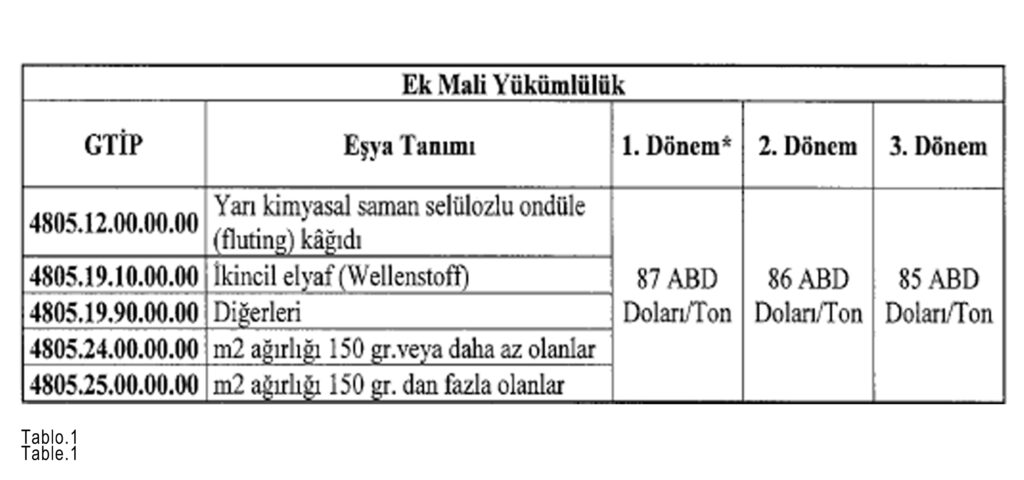
With the Presidential Decree numbered 8651 published in the Official Gazette No: 32586 dated 28 June 2024 and the Communique “Protection Measures in Import” No: 2024/7 published by the Ministry of Commerce, it was decided to impose an additional financial liability for 3 years. It is for the import of fluting and testliner type of corrugated board papers with the Customs Tariff Statistical Positions: 480512 (Fluting paper by semi-chemical straw pulp) – 48051910 (Others: Secondary fibre / Wellenstoff) – 48051990 (Others: Papers) – 480524 (TestLiner =< 150 g/m2) – 480525 (Testliner > 150 g/ m2). According to the Decree, within the scope of the additional financial liability expected to come into force at the end of July’24, a different fee per ton will be applied in each annual period. (Table.1) Upon also the request of the applicants, exemption was applied for 480511 (Fluting paper by semi-chemical wood pulp), which is not produced in Turkey.
Paper, the raw material of corrugated board boxes, is generally defined by 3 basic parameters. These can be listed as the type of paper, the basis weight of the paper (gr/m2) and the width of the paper (mm). Therefore, paper manufacturers can produce certain paper types, in certain paper basis weights and in certain widths, either due to the technical limitations or the commercial practices. As a result, although the number obtained by summing up the capacities of the facilities gives a general idea when talking about the total paper capacity, it is always possible that a certain packaging paper in need with a specific basis weight and trim width may not be produced in those paper facility(s).
2024/07
Sources: TUIK, The Official Gazette of the Republic of Türkiye
✿❀✿

Overview of Turkiye’s 2023 Waste Paper Imports
Winter just started to turn to spring. Jasmines have already started to bloom their fragrant flowers. Meanwhile, last year’s industrial data becomes clearer as time progresses.
If the preliminary statistics of Cepi (Confederation of European Paper Industries) for 2023 is examined, it is possible to notice that Cepi member* countries’ paper, board and the pulp productions decreased compared to 2022. In 2023, CEPI member countries’ total paper and board production decreased by 12,8% compared to the previous year, and reached 74,3 million tons. The production of paper both for packaging and corrugated board also decreased by 4.7% compared to last year. In 2023, the production of pulp (integrated+market) in CEPI member countries has decreased by 6,2% compared to the previous year, while market pulp production increased by 4.8%. Dynamic exports to China had an impact on that increase.
Meantime, paper and board production in our country decreased by 3% and realized as 5.23 million tons, and the consumption decreased by 4,7% compared to 2022 and reached 6.9 million tons. The wrapping papers and folding boxboard took the first two ranks in the above-mentioned production decrease.
In the BIR World Mirror on Recovered Paper – Issue January/February 2024 report published by BIR (Bureau of International Recycling), founded in 1948 and headquartered in Brussels, it is stated that the contraction in demand continued throughout 2023 for producers in Turkiye, particularly for brown paper mills where capacity utilization rates decreased to typically 70%. It is also mentioned that the contributing factors were the country’s high levels of inflation as well as the effects of the February 2023 earthquake. In the above mentioned report of BIR, of which Turkey’s AGED (Waste Paper Recycling Industrialists Association) and TÜDAM (Assessable Waste Materials Industrialists Association) are members, it is stated that the availability of recycled paper decreased by around 20% in our country last year, and the waste paper stock levels for paper mills are therefore at minimum levels. It is emphasized that, by considering the negative impact of winter conditions on the quality of Turkiye’s collected waste paper, waste paper imports remain an important component of the raw material mix for its paper and board industry.
In this case, it would be useful to take a closer look at the details of the waste paper imports made in our country last year. In 2019, about 28% of the waste paper used as raw material in Türkiye was imported while this ratio was almost 33% in 2020, roughly 24% in 2021, and approximately 27% in 2022. In 2023, 1.16 million tons of waste paper was imported. This amount, in other words, approximately corresponds to 25% of the total quantity.
The UK maintained its leading position in the list of countries where waste paper was imported in 2023, as well as in 2020, 2021 and 2022. It represented 29% of the total amount in 2020 while increasing its share to 38% in 2021, and it maintained its leadership with a 25% share in 2023 while representing approximately 28% of the total amount in 2022. Approximately 63% of the imports of waste paper under the customs tariff statistical position (GTIP): 4707.90 classified as the Others (unsorted waste and scrap) were from the UK.
Iraq, which ranked second among the countries where waste paper was imported, with a rate slightly over 19% in 2021, increased its share to over 25% in 2022, and maintained its second place with a share of 20% in 2023. The main factor that brought Iraq to this level is that approximately 31% of the waste paper imports made under the customs tariff statistical position (GTIP): 4707.10 classified as the Unbleached kraft paper or solid board or corrugated paper or solid board were from Iraq.
Although The Netherlands maintained its third place by approximately 12% in 2020, 9.5% in 2021, and almost 8% in 2022, Bulgaria took the third place with its rate slightly exceeding 11% in 2023.
The quality of the waste paper used as raw material, either alone or together with the primary fibers, in the production of many different papers, especially the packaging papers, directly affects the quality of the paper produced. The 2022 recycling rate of 70,5% still places Europe well ahead of the rest of the world, with an average global recycling rate of 59,9% in 2021 while the European paper value chain aimed to recycle 76% of all paper consumed by 2030. In Turkey, the recycling rate of the paper-board industry in 2023 was 50.8%. Due to the quality factor or the cost factor, now and then, it seems that the imported waste paper will continue to maintain its existence in the raw material recipe of our paper producers for a long time more.
2024/04
*Cepi members: Austria, Belgium, Czech Republic, Finland, France, Germany,Greece, Hungary, Italy, Norway, Poland, Portugal, Romania, Slovak Republic, Slovenia, Spain, Sweden, the Netherlands, and the United Kingdom.
Sources: TUIK, SKSV, CEPI, BIR
✿❀✿

The Containerboard Imports of Turkiye
It’s been more than a month since we left the year 2023 behind. Therefore, some data belonging to last year are starting to be announced. In order to see the whole picture, it will undoubtedly be beneficial to carefully examine the industrial results. While recycled paper is produced by many companies in our country, certain amounts are also imported.
When we look at previous years’ figures, the path of the trends becomes clearer. In 2019, 57% of the total paper-board production in our country was corrugated packaging paper, while 59% in 2020, 59% in 2021 and 55% in 2022 were produced as corrugated packaging paper. Corrugated packaging paper production, which was 2,644K T in 2019, is estimated to be 2,900K T in 2023.
Meanwhile, the import amounts of Fluting and Test-Liner type of papers, which are among the corrugated packaging paper types that are imported at a certain rate every year, follows an increasing trend over the years, whereas the import amount of NSSC type of paper follows a horizontal trend at an average of 60K T, annually. Considering the ratio of imported recycled corrugated packaging papers to the domestic production, it is approximately 8% in 2019, approximately 9% in 2020, approximately 9% in 2021, and approximately 10% in 2022. It is estimated to be approximately 13% in 2023.
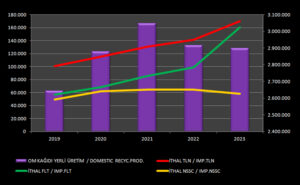
In the above chart, considering the last five years, the amounts of imported Fluting, Test-Liner and NSSC type of corrugated packaging papers are shown as a line chart on the left vertical axis, and the amounts of the corrugated packaging paper produced in our country are shown as a column chart on the right vertical axis. It is noteworthy that the upward trend in Fluting and especially Test-Liner imports continued with a steeper slope in 2023. On the other hand, there was no parallel trend in the amount of corrugated packaging paper produced domestically, and remained at almost the same level as the previous year.
Cost advantage can be considered as one of the reasons for preferring the imported paper. In periods when exchange rates are favorable and freight rates are low, if the cost of the imported paper reaches a level that can compete with the cost of the domestic paper, a certain amount of paper import may be preferred by the corrugated board manufacturers. As another factor, some problems that may occur in the supply of the domestically produced corrugated packaging paper may also change the preferences. The year of 2023 holds a painful memory that will not be forgotten for our country. It should be kept in mind that, with the major earthquake that occurred at the beginning of 2023 and affected 11 cities, large capacities producing corrugated packaging paper, especially the city of Kahramanmaraş-based, were either completely disabled or could produce very limited quantities under extremely limited conditions. For these reasons, the upward acceleration of Fluting and Test-Liner type of corrugated packaging paper imports in 2023 is clearly reflected in the graph.
Paper, which is the main raw material for corrugated board manufacturers, is also the main component of the cost of the corrugated board. The cost of the recycled papers such as Fluting and Test-Liner, produced using waste paper as raw material, is one of the determining factors for the corrugated box to maintain its economic advantage over other types of packaging.
2024/02
Sources: TUIK, SKSV
✿❀✿

The Wolf Boy
22 April 1954
After the severe cold of February, when pieces of ice broke off from the Danube River and covered the Bosphorus, the sun showed itself more frequently with the arrival of spring. In the early hours of a foggy Thursday morning, while taking a sip of the tea, people were having a look at the pages of newspapers to find out what happened the day before.
“… ‘Wolf Boy’ will be brought to the Lucknow zoo within this week. It is wondered what Ramu, wolf boy who was found in the forest, will do in the zoo, especially against the wolves. Scientists will determine the reactions of the boy, who is slowly getting used to normal life, against the wolves… Meanwhile, it is noted that the wolf boy also got used to cooked food… This boy has been eating raw meat until now, and when he ate cooked food, his stomach got upset…”
…
“… 20 thousand kilos of fish was brought to the fish market yesterday. Five thousand kilos of this was turbot, ten thousand kilos of mackerel, and five thousand kilos of various kinds. Turbot was sold wholesale between 180 and 225 kuruş, and mackerel was sold between 50 and 70 kuruş…”
…
“… It was notified by the Ministry of Economy and Trade. 1000 sacks of coffee available at Istanbul customs were given to the Istanbul Governorship order again, and additional allocations were made to the provinces of Bilecik, Bolu, Edirne and Ordu…”
The news on the first page announces an important development for our industry.
“… The third paper mill established in Izmit was put into operation yesterday with a ceremony attended by President (Celal) Bayar and Minister of Enterprises Sıtkı Yırcalı… The third paper mill was built for the purpose of manufacturing all kinds of packaging papers, cardboards and corrugated board needed in the country. In this way, grain straw will be used as raw material, and the consumption of wooden crates will be reduced with the corrugated board boxes that will be put on the market… The President had lunch at the factory and left for Adapazarı with his entourage at fifteen o’clock… The President gave good news about the soon-to-be-established city of ‘Sakarya’…”
In 1941, nine years before the foundation of the 3rd paper mill was laid, it was requested that the working width of the machine would be 2200 mm and the height of the flutes to be produced would be 6 mm (at least 4.8 mm) in the technical specifications prepared by Mehmet Ali Kağıtçı for the corrugator machine. It was also stated that the corrugator machine would produce 10 tons in 24 hours and waterglass would be used for adhesive. It was explained that the target set for our country’s first corrugated board facility, which was put into operation within the scope of the 3rd paper mill, whose foundation was laid on September 1, 1950 and put into service on April 21, 1954, was “…to reduce the consumption of wooden crates with the corrugated board boxes to be put on the market, thereby protecting and resting the forests of the country…”
In the following years just after starting the operation of our country’s first corrugated board plant, an upward production trend took place, and 1335 tons of box and sheet were produced in 1955, 2960 tons in 1956 and 4075 tons in 1957, respectively. Since the first production of corrugated board domestically drew attention to an easily accessible and economical option in the packaging market, various efforts began in the private sector in order to meet the increasing demands in this aspect. At that time, Dako company, located in Eminönü, Rizapaşa, contacted Seka to supply corrugated board, and started to serve its customers. Then, Dako decided to operate corrugated board production, and had a domestic corrugator machine, which had a working width of 113 cm, with B-flute finger type corrugating rolls, and producing approximately 100 tons/month, manufactured by Norm Makina company, and installed it in their plant located in Piyalepaşa-Hacı Hüsrev by being the first private company in the corrugated board industry of our country in 1960. Later, companies such as Kesetab, Mızraklı and Omsa followed Dako as examples of the private companies in the corrugated board industry, and Bomsaş in 1966, and Olmuk Mukavva Sanayi started operating in the industry in 1968.
In 1980, approximately a quarter of a century after the first domestic corrugated board production started with Seka in the Turkish corrugated board industry, the 100K tons level was exceeded, 104,189 tons of production was achieved, and per capita corrugated board consumption reached to 2.3 Kg. In the following decade, corrugated board production increased approximately 3 times, and per capita consumption of corrugated board increased approximately 2.5 times. Production at Seka’s corrugated board plant with a capacity of 25,000 t/y, which started operating in 1954 , was stopped on May 17, 1993, due to the reasons such as low capacity, high costs, and inability to compete with the private companies.
Moreover, as a result of the rapid development in the industry, the high increases in many performance indicators over the last thirty years are noticeable. Corrugated board production, which approached 318K tons in 1991, increased approximately nine times in 2021 and exceeded 2,822K tons. In addition, the number of corrugator lines, which was 71 in 1991, increased by 69% to 120 in 2021, and the capacity utilization rate increased from 58.9% to 78.4%. The 450% increase in corrugated board consumption per capita during the thirty-year period in question is due to the fact that the amount in 1991 was quite low, at 5.6 Kg. In spite of such a strong increase, it seems that there is still way to go based on the current level. (Graph.1)
The journey of corrugated board, which started seventy years ago in Turkey with the aim of reducing the consumption of wooden crates, continues today with the same eagerness and with the advantage of being a hygienic packaging that can be recycled.
2024/01
Sources:
“Seka History”, Seka Gn. Md.lüğü Publ., 1996
Seka Post, 1956, 1957, 1958
Archive of Seka
Archive of Dako
Newspaper archives
OMUD
FEFCO
✿❀✿

The Story Of The Dough Of Civilization From Lei Yang To Izmit
105 AD
As the city of Lei Yang, located on the banks of the Lei River in southeast China, began one of its ordinary days that morning, it did not yet know that it would witness a great discovery. While people had already started their daily rush, and the smell of Xinshi rice noodles cooking in the houses slowly spread to the streets, the fishermen checking their nets in their boats by the river and the porters carrying loads with the rickshaws were almost foretelling what the day would bring. That day had a different meaning for Ts’ai Lun. After many years of his efforts, this loyal official of the Han dynasty finally discovered the first paper by boiling the tree barks, pounding them in a mortar, filtering the obtained pulp through a fine sieve made of bamboo, and drying the resulting flat-shaped fibers. The Han dynasty was very pleased with this invention and rewarded Ts’ai Lun and also honored him by giving him a title. Unfortunately, fate did not favor Lun, who made such an important discovery, for the rest of his life, and according to the records, he ended his life by drinking poison as a result of a palace intrigue.
Paper production was developed by Tso Tzu-yi in the city of Tun Haung in 150 AD, and started to be used. The use of paper in China was seen in Loulan on the Silk Road in 264 AD. As time passed, the use of paper became widespread and replaced wood, bamboo and silk as a writing material. It was brought to Japan by the Korean Priest Dokyo in 610 AD and was first produced by Seibei Mochizuki in Kyoto. Paper usage was observed in Samarkand around 650 AD. Paper production started in 751 AD, thanks to the Chinese paper masters who were captured after the Abbasids defeated the Chinese in the Battle of Talas, and Samarkand became an important paper production center for hundreds of years. In 794 AD, under the leadership of Caliph Harun El Rashid’s vizier, the first paper mill was established in Baghdad. Paper was first used in Egypt in the 800s, and when the Persian traveler Nasir-i Khosrow visited Cairo in 1035, he saw that paper was used for packaging in shopping. The first paper production in Vidalon (France) was made in 1147, and the first rags pounder was used in 1151 in the paper mill established in the city of Xativa near Valencia in Spain. The first paper mill in Italy, famous for its watermarked papers, was established in Fabriano in 1264.
Istanbul Paper Mill, which already existed at the time of the conquest of Istanbul, was re-operated for short periods during the time of Bayezid II (1481-1512) and Selim III (1789-1807), but it was closed due to the financial losses. Bursa Paper Mill, which was established during the period of Bayezid II, was closed in 1519, and Yalakâbâd (Yalova) Paper Mill, which was founded by the first Turkish printer İbrahim Müteferrika in 1744, was also closed 16 years later. (Figure.1: The Filigree of Yalova Paper Mill) Hünkâr İskelesi (Beykoz) Paper Mill was established in 1805, but was closed in 1832 due to the lack of sufficient raw materials and the foreign competition. (Figure.2: The Filigree of Hünkâr İskelesi Paper Mill) Izmir Paper Mill was established in 1846 for the production by using machines, but was forced to close in 1864 due to the obsolescence of its technology and the European competition. Beykoz Hamidiye Paper Mill, which was established to produce with modern machinery, could not pay to the company that provided its equipments, so it was handed over to that company, and operated for only 6 months in 1893.
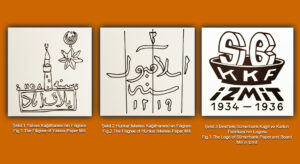
It is noticed that in the early 1930s in Turkey, 41 of the enterprises benefiting from the industrial incentives were within the scope of the paper and board industry. At that time, 25 of them were in Istanbul, 8 in Izmir, 3 in Ankara and Samsun, and one each in Balıkesir and Konya. However, the only enterprise that has the “factory” features among these 41 establishments was a cardboard factory named “Balat Millboard Works” located in Istanbul/Balat with a production capacity of 10 tons per day. The works of Mehmet Ali Kağıtçı (1899-1982) were decisive in establishing the pulp and paper industry in Turkey. In the First Industrial Plan, paper making, besides leather, cotton, wool and machinery, was also paid attention by the state for the first time. As a result, with the Decree signed by the President Gazi Mustafa Kemal Atatürk, published dated July 10, 1934, it was accepted to grant a privilege to Sümerbank for twenty-five years for the establishment and operation of paper mills. As a result of the works done, the first local paper sheet came out of the machine on April 18, 1936, and was welcomed with great joy. (Figure.3: The Logo of Sümerbank Paper and Board Mill in Izmit) The holiday supplement of Ulus newspaper dated 19 May 1936, which was printed on local newsprint produced in Sümerbank for the first time, was presented to Atatürk in Ankara by Falih Rıfkı Atay, the editor-in-chief of the newspaper. Atatürk, who examined the paper carefully and liked it very much, used the expression “the dough of civilization”.
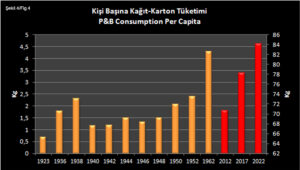
On the day of the official opening of the First Paper Mill, the foundations of the Second Paper Mill were also laid down, and it started production with the official opening in 1944. After the years when almost all of the paper-board needs were imported, the share of imports started to decrease with the production of local paper, while paper-board consumption per capita had also shown an increasing trend since the establishment of the Republic. (Figure.4: Paper-Board Consumption per Capita [yellow columns are shown on the left axis, red columns are shown on the right axis]). In 1923, paper-board consumption per capita was around 700 grams, it reached to 4.3 Kg in 1962, and 84.2 Kg in 2022.
With the law number: 6560 published in the Official Gazette number: 9011 and dated 21 May 1955, the establishment of Seka was defined with the following expressions: “… An organization was established under the name of “Turkish Pulp and Paper Mills Enterprise”… In this law, Turkish Pulp and Paper Mills Enterprise was expressed with the symbol “Seka”… Seka is affiliated with the Ministry of Enterprises, and its headquarters is in Izmit.”
The story of paper, which Ataturk named it as the dough of civilization, that started in Lei Yang in 105 AD, continued to echo under the roof of Seka in Izmit, approximately eighteen centuries later.
2023/12
Sources:
“Seka History”, Seka Gn. Md.lüğü Publ., 1996
“The 100: A Ranking Of The Most Influential Persons In History”, M.Hart, Citadel, 2000
Seka Post, 1956, 1957, 1958
“Hatırladıklarım ve Düşündüklerim”, Mehmed Ali Kağıtçı, 1966
Archive of Seka
SKSV
✿❀✿

The Cost of Quality
“The Cost of Quality is the monetary expression of the efforts made to fully meet the customer demands and the expectations.”
Joseph M. Juran1 defines the cost of quality above in its widest context. According to Juran, the concept of the cost of poor quality is “the sum of all costs that would disappear if there were no quality problems” 4
Although the cost of quality (COQ) is divided into different subgroups in different sources, it can be grouped under two headings: fixed quality cost and variable quality cost, the details of which are given below. Fixed quality cost are the costs associated with personnel, raw material tests, laboratory, preventive maintenance, training, inspection and visits. Variable quality cost can be divided into four groups: waste, production, customer and delivery. It is also named that the waste and production as “internal failure costs”, and the customer and delivery as “external failure costs” in some certain sources.
The variable quality costs due to the waste are the sum of the total waste, controllable waste and uncontrollable waste costs. (See: “The Analysis of Waste in Corrugated Box Production”)
The variable quality costs due to the production are the costs associated with machine downtimes, re-adjustments due to the divided orders, machine repairs, and the costs of the rejects that fail the quality tests.
The variable quality costs due to the customer are the costs of returns. In other words, costs such as correction of the returned goods, re-production of the returned goods, correction of the returned goods and putting it into the inventory for re-shipment to the customer in the future, customer credit rating for the returned goods can be considered as variable quality costs due to the customer.
The variable quality cost due to the delivery is the cost of the commercial impact resulting from the deliveries that exceeded the deadline, that is, the date planned to be delivered and notified to the customer. Additionally, the cost of the cash impact of delayed collection caused by the delayed delivery can also be considered.
It is possible to see the benefits of the quality packaging production directly in the balance sheet as earnings. As summarized in the Crosby diagram, thanks to the increase in quality, (i) the image of the company gets bigger, which effects to reduce the price competition. Likewise, an increase in sales and a decrease in production costs are also triggered. All of these will help to increase the company profitability. Additionally, (ii) re-work and waste costs are reduced, (iii) control and testing costs as well as (iv) service costs are also reduced. In this way, a positive contribution will be made to the company profitability as the productivity increases. Moreover, with the increase in quality, a positive contribution will also be made to the net working capital because of (v) the inventories will decrease, (vi) process time will shorten, and (vii) a certain decrease in customer receivables will be possible.
According to quality expert Philip Crosby3, “Quality is free, but no one is ever going to know it if there isn’t some sort of agreed-on system of measurement.” In other words, you can’t see any difference in what you can’t measure. If the returns provided by the improvements are calculated with a certain measurement method that everyone agrees on, and compared with the expenses made for this purpose, it will be realized that the quality is free.
One of the important points here is not to confuse the quality with perfectionism. As in the arts, there are also many situations that perfection coincides with human needs in the industry. For instance, pharmaceutical industry, nuclear energy, the aviation industry require a certain pursuit of perfection in order to minimize dangers to human safety. Otherwise, it would not be meaningful to consume materials and energy without adding contribution to fitness for use. According to Joseph M. Juran2, this is a “wasteful activity”, and it will add cost without adding value.
2023/11
1) Juran, J. M., “Juran’s Quality Control Handbook”, New York, McGraw Hill (1951)
2) Joseph M. Juran, A. Blanton Godfrey, “JURAN’S QUALITY HANDBOOK”, McGraw-Hill Professional, (1998)
3) Philip Crosby, “Quality Is Free – The Art of Making Quality Certain”, McGraw-Hill Book Company, (1979)
4) Victor E. Sower, Ross Quarles, Eric Broussard, “Cost of quality usage and its relationship to quality system maturity”, Sam Houston State University, USA.
✿❀✿

The Corrugator: The Birthplace of A Box
The corrugated box which protects, transports and promotes almost every product except energy and mines, can be used for many different purposes. The production process of the corrugated board was mentioned generally in the article titled “The Hectic Journey of a Corrugated Box”, and the converting section of the corrugated board production facilities were focused in the article series titled “The Converting Process of the Corrugated Box Production”. In this article, the corrugator machine, which is almost the backbone of the corrugated board production facilities, will be reviewed without going into the technical details, and thus, all the steps of the box production process will be covered for the end users, who are the participants of the corrugated board supply chain.
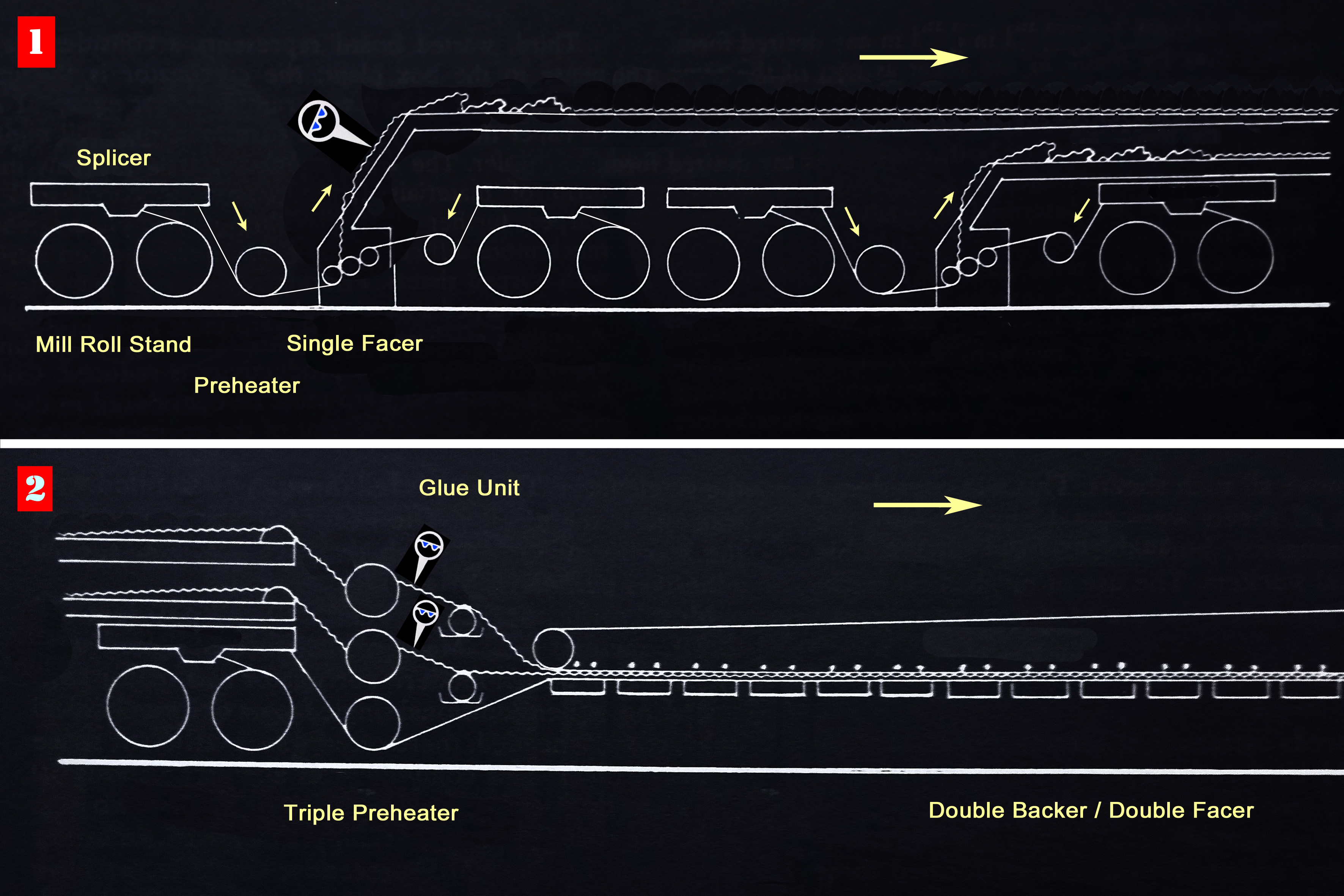
In the corrugators, the unit that the paper is fed is the Mill Roll Stand. The process is started by loading the paper roll having a certain width, type and basis weight into this unit. Then, the paper passing through the Splicer is heated at a certain temperature in the Preheater. Splicers permit another new paper roll connected to the end of the expended paper roll without stopping the production.
The paper coming out of the Preheater enters the Single Facer unit, and it passes through the corrugating rolls having the certain flute size (i.e.: C, B, E, etc.), and takes the flute form. The flute, which affixes with the paper coming from the Mill Roll Stand on the other side of the Single Facer, leaves the unit as singleface board, and is transported onto the corrugator bridge by means of a take-up conveyor. [1]
When it is a double wall production, the same process described above is repeated with another group of Mill Roll Stand – Splicer – Preheater – Single Facer units, and the other singleface board produced is also directed onto the bridge. Thus, the singleface boards with two different flute types are carried by moving belts on the bridge separately, and reach to the Triple Preheater. The 1st singleface board, 2nd singleface board and the liner, which are wrapped on the cylinders having a certain temperature in the Triple Preheater, reach to the Glue Unit, and adhere together. [2]
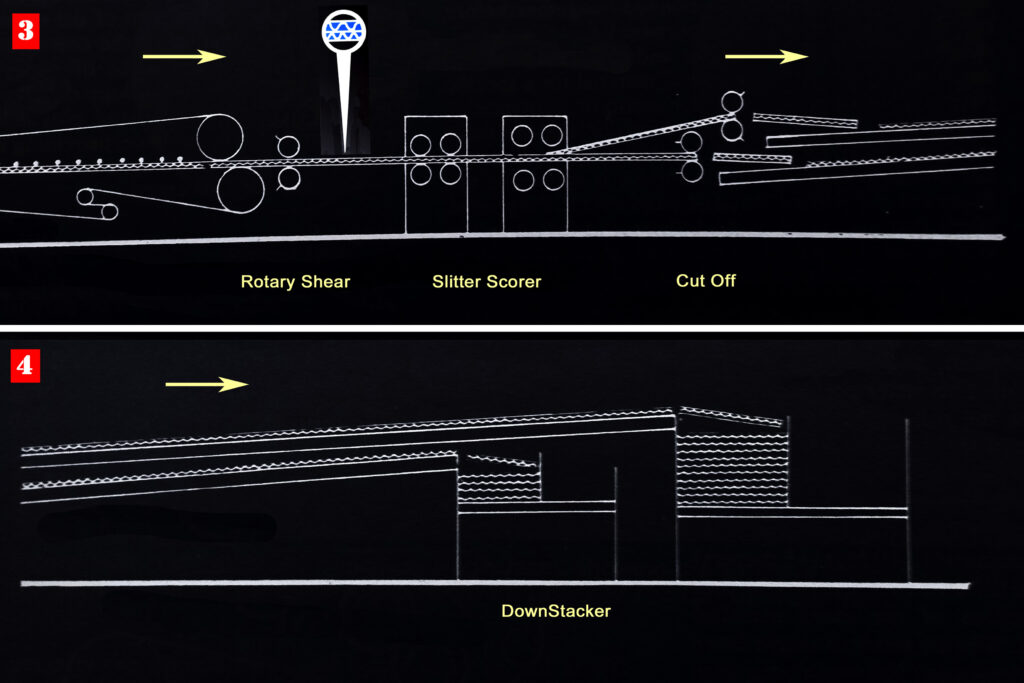
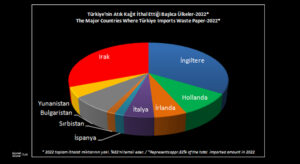
In order to have a good bonding, the board enters into the Double Backer (Double Facer) unit. It reaches to the Rotary Shear unit, following the adhesion process completed. During the order change, the Rotary Shear, which is used between the two different orders, cuts the quality variation out and ensures that two different qualities are produced without mixing with each other. In addition, this unit is also used to chop out the unusable parts of the board as waste. [3]
The sheet passing through the Rotary Shear unit reaches to the Slitter Scorer unit for cutting and scoring. In the Slitter-Scorer unit, having generally two independent stations which consist of pairs of slitting knife heads and scoring heads, the knives trim and cut the sheet into certain sizes and the scorers place creases in the sheets where folds are to be made. The next unit for the sheet is the Cut-off. The sheet is cut to the length of the order at the right angle to the machine flow direction, and it is delivered to the lower or upper station of the Stacker unit for stacking. [4]
The produced and stacked sheets are moved from the Stacker by means of forklift truck or conveyor. This means that it completes its journey in the corrugator machine. In the converting process that will start later, the corrugated boxes will be ready to be dispatched to the customer after having the final shape, and the text and/or picture prints. (See: The Converting Process of the Corrugated Box Production)
2023/08
✿❀✿

2022 Outlook for Türkiye’s Waste Paper Imports
If the preliminary statistics of Cepi (Confederation of European Paper Industries) for 2022 is examined, it is possible to notice that Cepi member* countries’ paper, board and the pulp productions decreased compared to 2021. In 2022, CEPI member countries’ total paper and board production decreased by 5.9% compared to the previous year, and reached 84,8 million tons. Additionally, large producers such as Canada, Japan, USA and South Korea recorded paper production decreases ranging between 0.5% and 3.5%. In 2022, the production of pulp in CEPI member countries has decreased by 3.7% compared to the previous year, with a total output of approximately 35.9 million tonnes. The high energy costs had the biggest share among the main reasons for the said decline.
The utilisation of paper for recycling by companies in Cepi member countries decreased by 6.4% compared to 2021 while exports of waste paper decreased by around 10%, partly due to the extended lockdowns for the pandemic in Asia.
On the other hand, last year, paper and board production in our country increased by 3,8% and realized as 5.32 million tons, and the consumption increased by 4,7% compared to 2021 and reached 7.18 million tons. Tissue, folding boxboard and the wrapping papers took the first three ranks in the above-mentioned production increase.
In 2018, about 19% of the waste paper used as raw material in Türkiye was imported while this ratio was almost 28% in 2019, roughly 33% in 2020, and approximately 24% in 2021. In 2022, 1.34 million tons of waste paper was imported. This amount, in other words, approximately corresponds to 27% of the total quantity.
The UK maintained its leading position in the list of countries where waste paper was imported in 2022, as well as in 2020 and 2021. It represented 29% of the total amount in 2020 while increasing its share to 38% in 2021, and it maintained its leadership in 2022 with a share of 28%. More than half of the imports of waste paper under the customs tariff statistical position (GTIP): 4707.90 classified as the Others (unsorted waste and scrap) were from the UK. Iraq, which ranked second among the countries where waste paper was imported, with a rate slightly over 19% in 2021, increased its share to over 25% in 2022 with a great jump, and did not give the chance to change its place in the second place. The main factor that brought Iraq to this level is that almost half of the waste paper imports made under the customs tariff statistical position (GTIP): 4707.10 classified as the Unbleached kraft paper or solid board or corrugated paper or solid board were from Iraq. In spite of decreasing its share from approximately 12% in 2020 to 9.5% in 2021, and almost 8% in 2022, The Netherlands continued to maintain its third rank.
2023/04
*Cepi members countries: Austria, Belgium, Czech Republic, Finland, France, Germany, Hungary, Italy, Norway, Poland, Portugal, Romania, Slovak Republic, Slovenia, Spain, Sweden, the Netherlands, and the United Kingdom.
Sources: TUIK, SKSV, CEPI
✿❀✿

A Few Grades From the Scorecard of the Corrugated Board
When the statistics of The European Federation of Corrugated Board Manufacturers (FEFCO) are analyzed, the change of the corrugated board shipments in member countries between 2020 and 2021 is observed. While looking at the figures of our country, it may also be useful to take a look at the figures of Spain and Poland, whose total shipment figures are relatively close to our country, for benchmarking purposes.
When 2020 and 2021 are compared, the change in our country was -0,32%, +9.51% in Poland and +10.28% in Spain, by considering only the shipments of member companies in terms of m2, while the change in our country was +7.19%, +9% in Poland and +10.27% in Spain if the data of the non-member companies are also included.
Similarly, looking at the change in corrugated board shipments between 2020 and 2021 in terms of tonnes, it was -1,67% in our country, +9.16% in Poland and +8% in Spain, while the change in our country was +5.78%, +8.64% in Poland and +8.64% in Spain if the data of the non-member companies are also included.
The word of “Kraft” means “strength” in Germanic languages such as Swedish, Norwegian, and German. German chemist Carl F. Dahl, in 1884, used sodium sulfate in place of soda ash in a soda pulping recovery system, and the pulp so produced was stronger than soda pulp, and it was called kraft pulp. So, Kraftliner, which means “strong paper”, added into the terminology.
When the data of The European Federation of Corrugated Board Manufacturers (FEFCO) are analyzed in terms of brown kraftliner paper consumption, the percentage of brown kraftliner paper of the total consumption of raw materials was 14.8% in our country in 2020, while it was 9% in 2021. In 2020, it was 14.1% in Spain and 9% in Poland, while it was 13.6% and 8.3% in 2021, respectively. The weighted average of all FEFCO members in Europe was calculated as 13.1% in 2020 and 12.4% in 2021.
In 2022, approximately 206K tons of brown kraftliner paper was imported in our corrugated board industry. This amount is approximately +16% higher than in 2021 and is quite close to the figures for 2020. In 2022, the USA is at the top of the countries where brown kraftliner paper is imported to our country, with a share (t) of approximately 36%, followed by Poland with 24% share (t) and Russia with a 19% share (t). In addition, approximately 46K tons of white kraftliner paper was imported in 2022. This amount shows a decrease of approximately -15% compared to 2021, and the largest import was from Sweden with 58% (t). Regarding the semi-chemical fluting paper, the amount imported in 2022 has approached 65K tons. Finland with 29% (t) and Poland with 29% (t) share the first place among the countries where this amount, which indicates almost the same level as 2021, was imported.
When the annual statistics for 2021 and 2022 of the Turkish corrugated board industry are published, a more comprehensive evaluation will be possible.
2023/02
Sources: TUIK, FEFCO, Britannica.com
✿❀✿

The Converting Process of the Corrugated Box Production:
2.The Coming Days
The features of the box machines in the converting section of the corrugated box plants have changed over time. It is possible to better notice the trend in the industry if the machines in question are reviewed from three different perspectives, namely the past, the present and the near future. In the first chapter of the article, these trends were examined by focusing on the past and the present, and in this chapter of the article, the near future will be emphasized.
Some of the noticeable changes in the machine mixtures described in the first chapter also give clues for the trends in the near future. In today’s world where consumer habits change very frequently, if the snacks on the market shelves are taken as an example, different versions of the same product with different flavors are offered to the market, and it is noteworthy that the packaging also diversifies. This results in the need for fewer number of boxes that require different printing and/or cutting for products with different versions, and the necessity of getting these boxes ready in a much shorter period of time. In other words, the length of orders continues to decrease significantly compared to the recent past, while diversity continues to increase significantly. Therefore, the digital printing has become less costly in certain orders than working long by producing a cliché and mounting it on the machine for the printing process, as well as the laser cutting has become less costly than working long by producing a die and mounting it on the machine for cutting process. The laser cutters, which are very suitable for the short runs, provide an advantage in cutting new designs quickly and precisely without the need for a die, and delivering it to the customer. Similarly, the digital printers also meet the last-minute edit requests easily and quickly, and they also lower the costs of production, storing, etc. related to clichés. In addition, it is possible to easily satisfy the demand for the personalized products based on the customer demands, which began to be popular in many sectors, with laser cutting and/or digital printing. Meanwhile, the new generation of high quality flexo printing machines can give results as a flexo alternative to the offset printing quality, with the possibility of using up to eight color units. It is obvious that the products displayed on the shelves with their packaging catch the eye much more easily, as this type of machines, which can print images in a photographic quality, transform packaging into almost an art. Therefore, high quality printing machines will continue to be favorable more and more in the converting sections, day by day. They also contribute to the environmental sustainability, thanks to their reduced ink and water consumption.
It is important that the machines of the converting department, which transform semi-finished products into finished products, should be modernized at periodic intervals in order to produce boxes that can satisfy the rapid changes in consumer habits. In order to adapt rapidly for the Industry 4.0, which is expressed with concepts such as artificial intelligence, internet of things, dark factories, and learning machines, there is also work to be done in the converting departments. It is possible to reduce waste and increase the efficiency in the converting section by making use of all the possibilities of automation by using equipment that communicates with each other, such as automatic conveyors in front of and behind the in-line machines, transfer cars, robots that stack boxes on pallets at the exit of the machines. However, first of all, the converting machines must be positioned with a layout that is compatible with the main flow from the corrugator exit to the warehouse entrance. In the plants where the corrugator and the converting machines are located under the same roof, U-type flow or L-type flow is generally applied depending on the architectural structure of the facility.
In accordance with the “reduce” principle in the 3R approach of the circular economy, minimalism comes to the fore in packaging, along with the trend from large size packaging to the smaller sizes. The rise in the number of the single-person households also supports this trend. One of the proposed revision of the EU legislation on packaging and packaging waste is to reduce it in quantity, and to restrict unnecessary packaging. As a result, the passing days decreased the long runs with a single setting in the converting machines , while the coming days started to increase the short runs that are produced and delivered quickly.
2023/01
Sources: Design and Production of Corrugated Packaging and Displays, A.Howard Bessen, Jelmar Publishing,1990, European Commission, thimm.com, efi.com, highcon.net, karlknauer.com
✿❀✿

The Converting Process of the Corrugated Box Production:
1.The Passing Days
In order to produce corrugated boxes of different designs required by customers, certain processes, such as cutting and printing, must be applied to the corrugated board sheet. The area where the machines needed for those processes come together are called the converting section of the corrugated board production facilities. Unpacking of a newly purchased product, examining the main product in the box and its components (if any), and recording this whole action, and sharing it on the social media, under the name of “unboxing video” has turned into a trend on the internet for the last ten years. Some people watch these videos out of curiosity, and some watch these videos to see how the product they intend to buy is sent. Experts say that this experience takes many of us back to our childhood and relives the feeling of unwrapping a present. The vast majority of the packaging that plays the leading role as a star in these videos is a corrugated box. These boxes, which are cut very precisely in accordance with the product inside, and whose appeal is increased by making multi-colored prints on them, come to life in the converting section. The features of the machines in the converting section have changed over time. It is possible to better observe the trend in the industry if the machines in question are viewed from three different perspectives, namely the recent past, the present and the near future.
In the recent past, the printer-slotters were the major box production machine, playing the most critical role after the corrugator in the converting section of many corrugated board plants. However, with the development of technology, they have been equipped with different features and have been preferred in the production of certain box types. These machines were originally built to run with oil-based paste ink, although the vast majority were subsequently converted to use flexo inks. These machines, which consist of printing and slotter units, were fed by hand for many years.
Nowadays, a combination of several machines with different capabilities is much more common to see in the converting sections. The combination of the in-line machines and the die-cutting machines constitutes the main structure of the converting section. The reason folding and gluing could not be done in the same machine until about 1960 was the problem of smearing of oil-based paste ink during the folding process. This was made possible by the fast-drying flexographic ink. Therefore, the flexo-folder-gluer type machines are essentially a combination of the printer-slotter and the automatic folder-gluer. The flexo-folder-gluer, In-line or Casemaker type of machines generally have a feeder unit, printing units which print from the top or bottom, and provide vacuum transfer of the sheets, slotter unit, rotary die-cutter unit, folder unit and counter ejector unit that counts the boxes. Boxes with special shapes, which are out of the standard type (RSC:Regular Slotted Container) boxes, are produced by die-cutting. There are basically two different methods of die cutting as the flatbed die cutting and the rotary die cutting. The decision to be made for the type of the machine is linked to the market which the machine will mainly serve , and the types of boxes to be produced. The flatbed die cutters, generally, are a good choice for short-run orders (small-volume orders) and very detailed small boxes. The rotary die cutters are generally preferred for long-run orders (high-volume orders) , and have higher cutting accuracy.
Following the box machines, for some orders, 4-6 point gluing machine or a semi-automatic / automatic sewing machine also make the final touch to finalize the box. In addition, stretch wrapping machine, pallet strapping machine, and shrink wrapping machine, which play a role in the packaging process of the corrugated box in the converting section, should also be mentioned. The converting sections of the corrugated board plants that serve to the agricultural industry are like a mirror of the seasons. If multi-colored cherry boxes are stacked at the end of the in-line machines, it is understood that the end of spring is approaching, and if colorful citrus boxes are being produced intensively, it seems that the autumn has arrived.
2022/12
Sources: Design and Production of Corrugated Packaging and Displays, A.Howard Bessen, Jelmar Publishing,1990, European Commission, thimm.com, efi.com, highcon.net, karlknauer.com
✿❀✿

The Vessels Loaded Packaging Paper
As of 2020, the global paper and paperboard production was approximately 401 million tons, of which approximately 249 million tons were packaging paper and board. In 2020, China ranked first with 70.3 million tons of paperboard and packaging paper production, followed by the USA with 48.2 million tons of production.
In 2021, the USA ranked first as top exporter of unbleached kraftliner paper with 3.2 million tons, while the European Union ranked second with 939K tons. In the ranking, Poland took the fifth place with 520K tons and Russia took the sixth place with 502K tons. In the export of semi-chemical fluting paper, the European Union was at the top of the list with 629K tons, while it also kept the first row with 372K tons in the export of bleached kraft paper, weight 150g/m2 or less.
In 2021, slightly exceeding 500K tons of packaging paper was imported by the corrugated board industry in our country. By having a close look at the brown kraftliner paper imports in 2021, the USA came first with a 47% share (t), followed by Russia and Poland. In the same period, the highest import of white top kraftliner paper was made from Sweden with 68% (t). Finland was at the top of the list with 25% (t) and Poland with 24% (t) for the import of semi-chemical fluting paper.
Considering that almost all of the packaging paper, imported by the corrugated board industry in 2021, transported to our country by sea, it is possible to say that 42.000 TEU of paper landed in our ports. It is important to choose the right shipping method for such papers transported from distant geographies. Since paper is a material that can be easily affected by external factors, it can be easily affected and damaged by physical contacts as well as factors such as odor and moisture. When the paper becomes unusable, even if it is possible to compensate for the damage, it is unfortunately not possible to replace the paper with the same specs, immediately. Because of its many advantages, the sea transportation is generally preferred to bring the imported papers to our country. When shipping by containers, the paper reels are stuffed in empty containers at the manufacturer’s mill, and unloaded at the end user’s factory, and stacked in the warehouse. By this way, the number of handling is reduced and the potential for paper damage is minimized.
It is needed to go back to 1937 to investigate the invention of the containers which are used extensively for import and export in many different sectors in the global trade. Malcolm McLean (1913-2001), an American trucking company owner, noticed that dockworkers spend many hours for packing or unloading goods at the port, and thought that it was a significant loss of time and money. When the application of weight restrictions and taxes to freight transportation began in 1950, McLean considered developing a standard-size container trailer. In 1955, McLean sold his trucking company and bought a shipping company, named Pan-Atlantic Steamship Company, and began testing different types of containers. The container he used was 11 meters long, which might be considered the initial model of today’s containers. In 1956, the Pan-Atlantic Steamship Company transported containers using a tanker called the Ideal X and the company began to receive orders as McLean offered 25% lower price than the traditional transportation. In 1960, the Pan-Atlantic Steamship Company was renamed Sealand Industries. In 1999, SeaLand was acquired by Danish shipping giant Maersk.
From the sectoral perspective, the use of containers in overseas shipping is not limited to the import of corrugated board paper. It is also preferred in the import of a majority part of the waste paper or pulp that the paper industry buys from abroad to use as raw material, as well as in the export of corrugated boxes or paper sold abroad.
2022/11
Sources: TUIK, SKSV, container-news.com, worldbank.org, statista.com
✿❀✿

The Hercules of the Factory
The features of forklifts, which are available in many large and small scale businesses, vary depending on the area where they work, the product they handle and the production process. The number of forklifts that play a key role in the material flow between the departments of the corrugated board factories as in all businesses, is inversely proportional to the level of conveyorization of the facility. In particular, the total number of forklifts is relatively less in facilities that use conveyors and transfer cars in the semi-finished product area. In the corrugated board plants, there are three main areas of activity where forklifts are needed.
Unloading the paper rolls coming from the supplier is the first of these areas of activity, and a forklift is needed to unload the paper rolls transported to the corrugated board plant by trucks, trailers or containers, and to place them in the raw material warehouse. A forklift with a capacity of approx. 7 tons is usually needed to put paper rolls, which weigh approx. 3 – 3.5 tons each depending on its basis weight and size, 3 rows up in the raw material warehouse. However, a forklift with a 5 ton capacity can easily work to get into the container on the trailer, and take the paper roll out. In both cases, however, the paper roll clamp attachment must be fitted to the forklifts in question. The fact that the surfaces of the contact pads of the attachment are rubber-faced prevents the paper from being damaged. In addition, it is beneficial to have a triplex (triple-stage) mast for the “paper roll handling forklifts” that feed paper rolls to the corrugator or unload or stack it.
As the second area of activity, a forklift is needed in the semi-finished goods area of the plant to move the sheets coming out of the corrugator to the feeding part of the relevant converting machine or to move the product coming out of the convertingt machine to the finished warehouse. In this area, forklifts with a capacity of 2.5 – 3 tons with fork attachments are generally used. This type of forklifts, which usually has a standard or duplex (double-stage) mast, gives great flexibility to the operator in stacking with the side-shifting feature, if there is any. Forklifts with these features are also used extensively in product shipment, as a third area of activity. They play a critical role in loading the trucks/trailers by finished goods to be sent to the customer or in container loading for export purposes.
Forklifts operating in the corrugated board plants may also have different fuels. Especially, diesel models are preferred for the 7 ton capacity forklifts due to their challenging tasks such as working in the paper warehouse, and stacking heavy paper rolls 3 rows up while propane or electric models stand out for other low-capacity forklifts. It is commonly seen that the electric forklifts are more preferred especially in corrugated board plants using paper, which is a very sensitive material against flame and spark. Although electric forklifts work with a cleaner and safer energy than others, some points should not be overlooked. It is appropriate to operate the electric forklifts on a smoother and flat floors, in terms of their batteries. In addition, in order to charge the used batteries, there is a need for a charging room close to the working area of the forklifts within the facility. This room should have a crane system of a suitable capacity for battery changes, and the room should be equipped with a good ventilation system.
Regardless of the fuel it uses, almost every forklift should have some additional features, while some features are very beneficial. The fact that all forklifts having a steel cabin is important for the safety of the forklift operator, and the features such as maximum speed limiter and the seat belt function to protect both the operator who drives the forklift and his surroundings. The bluespot, which was previously not widely available in most of the forklifts, is also now a standard safety equipment such as a flashing beacon light or a reverse horn.
By carrying out the periodical maintenance of forklifts without interruption, and the replacement of parts on time will not only extend the working life of forklifts, but also minimize the possibility of the plant facing a crisis by forklift breakdown during a critical operation. It is also important that forklifts are used according to safe driving rules by trained, certified and licensed operators. It is possible to reset the number of work accidents caused by forklifts within the plant by complying with these rules uncompromisingly.
As of today, it is known that the autonomous forklifts are on duty at manufacturing sites. They may be a good choice for the cases such as multiple shifts, long runs, and repeatable paths. Some of the robotic forklifts use LiDAR sensors for navigation which is needed to map the working area. It is not difficult to predict that the number of these robotic forklifts will increase sooner or later though the existing limitations. (i.e.: outdoor, rough floors, building walls and columns blocked by stacked loads, indoor environments less than 0 C, and ramps greater than 4 degrees)
2022/09
✿❀✿

The Coating of the Corrugated Rolls
Corrugated paper material was patented in 1856 in England by Edward C. Healey and Edward E. Allen for the first known use of corrugated paper. The material patented was a form of fluted material for the sweatbands of hats. The paper was fed through a very simple hand machine made of 2 fluted rolls to make the sweatbands of hats. The first use of corrugated paper for packaging was by an American man, Albert L. Jones who obtained a patent on December 18, 1871 for the use of corrugated paper for wrapping fragile items such as bottles. In 1874, again in the United States, Olivier Long patented the concept of adding a liner to one side of the corrugated paper to strengthen it. A cereal producer used for the first time a box made of corrugated board single wall in 1903, and corrugated was approved as a valid shipping material.
The corrugated rolls, which form the grooves of corrugated board, are major parts of the corrugated board production process. Its performance is essential for the efficient operation of the corrugator. A higher amount of recycled OCC (old corrugated cardboard) in the corrugating medium increases wear of the rolls. That’s why, coating solutions with very high wear resistance are required for the high performance. Chrome plating and tungsten carbide are among the most popular corrugated roll coating processes.
The chrome plating process is a method of applying a thin layer of chromium onto a substrate (metal or alloy) through an electroplating procedure. In simple terms, electroplating is achieved by passing an electric current between two electrodes which are immersed in an electrolyte bath comprising of chromic acid.
Tungsten carbide is a chemical compound of equal amounts of tungsten and carbon atoms. Tungsten Carbide coatings can be applied using a D-Gun (detonation gun) or HVOF (High-Velocity Oxygen Fuel spraying). Tungsten carbide is generally mixed with a binder element (like cobalt, nickel, or chromium), as tungsten carbide by itself melts at extremely high temperatures. By adjusting the size of the particles and the percentage of metallic binder in the coating, the properties of the coating are changed. The 3 main advantages of the tungsten carbide coated corrugated roll over the chrome plated one can be listed as follows:
Higher life expectancy: Tungsten carbide coating has a higher hardness than the chrome plating coating. The hardness of its layer is only less than diamond in the world. Based on the experimental data and production practice, its life is generally 2-5 times of chrome plated corrugated rolls, up to 30-50 million meters long.
Better quality: Because of excellent abrasion resistance, tungsten carbide production generally selects flute types with sharper shape and lower height.
Lower cost: The paper consumption can be saved 2% – 8% compared to chrome plated rolls. The coating is removed by a special method and the roll blank can be reused. Therefore the performance of repaired and new ones are not very different.
The corrugated rolls are important for not only the performance of the corrugator, but also the performance of the corrugated board. By deciding on the maintenance time and the method of coating, it is possible to have many advantages such as stronger corrugated board, higher production speed, and less paper consumption. It should be kept in mind that the paper has a share more than 60% of the corrugated box cost. That’s why, the cost reduction to realize in corrugated box production with less paper consumption will provide a competitive advantage.
2022/06
Sources : FEFCO.org, ecsabox.com (Boxboard Containers Magazine, June 1998, published by Intertec Publishing), oerlikon.com, wisdomhitech.com, SEA.org, westernmachine.com, wearmaster.net
✿❀✿

The Paper Ratios
In 2021, CEPI (Confederation of European Paper Industries)* member countries’ total paper and board production increased by 5.8% compared to the previous year and reached 90.2 million tons. The overall consumption in CEPI member countries increased by around 5% and amounted to appro. 74.5 million tons. Similarly, last year, paper and board production in our country increased by 5% and realized as 5.13 million tons, and the consumption increased by 2.4% compared to 2020 and reached 6.85 million tons.
In 2018, about 81% of the waste paper used as raw material in Turkey was supplied from the domestic market, and 19% (approximately 725k t) was imported. In 2019, approximately 72% of the need was supplied from the domestic market, and 28% (approximately 1,235k t) was imported. The amount of waste paper imported in 2020 is just over 1.5 million tons. In 2021, approximately 76% of the needed waste paper was supplied from the domestic market, while 24% (approximately 1.2 million t) has been imported. This amount, in other words, is approximately equivalent to the weight of 117 Eiffel towers.
The UK maintained its leading position in the list of countries where waste paper was imported in 2019 and 2020, as well as in 2021, representing 26% of the total amount in 2019, increasing its share to 29% in 2020 and to 38% in 2021. More than half of the imports of waste paper under the customs tariff statistical position (GTIP): 4707.90 classified as the Others (unsorted waste and scrap) are from the UK. Iraq, which ranked fourth among the countries where waste paper was imported, with a rate slightly over 9% in 2019, moved to the second place in 2021, although it regressed to the sixth place in 2020. The main factor that brought Iraq to this level is that more than half of the waste paper imports made under the customs tariff statistical position (GTIP): 4707.10 classified as the Unbleached kraft paper or solid board or corrugated paper or solid board are from Iraq. The Netherlands increased its share from about 7% in 2019 to 12% in 2020, placing it in third place, and seems to have maintained this rank with 9.5% share in 2021.
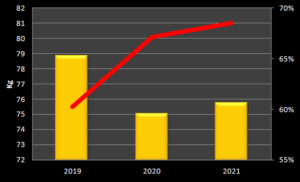
The paper and board consumption per capita in Turkey was 75.5 Kg in 2019, it reached 80.1 Kg in 2020 and 81 Kg in 2021 (See: Line graph-Left axis). Moreover, the recycling rate in the paper and board industry of our country was 65.2% in 2019, realized as 59.5% in 2020, and reached to 60.6% in 2021. In those figures, tissue papers and cigarette paper are excluded from the calculation (See: Column chart-Right axis). When all paper and board consumption is taken into account, the recycling rate in Europe** in 2020 was 73.9%, and this rate was 54.5% in our country in 2021.
The sustainable growth of the paper and board industry in our country is directly related to the sustainability of the domestic and imported raw material supply. In this respect, it is important to expand the collection of paper and paper-based packaging wastes by sorting it at the origin, and thus, both the quality of the waste paper returned to the paper mills will improve and the recycling rate will increase.
2022/04
*Cepi countries in 2021: Austria, Belgium, Czech Republic, Finland, France, Germany, Hungary, Italy, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, United Kingdom
**Europe means EU-27 countries plus Norway, Switzerland and United Kingdom.
Sources: TUIK, SKSV, CEPI
✿❀✿

What the Statistics Say ?
The statistical data about the activities of the Turkish corrugated board industry in 2020 has been published. Let’s take a closer look at the messages given by some of those data. To make the numbers easier to understand, giving some examples from the daily life may help to visualize the sizes.
In 2020, approximately 2,5 million tons of corrugated board was shipped in our country. In other words, approx. 5 tons of corrugated board was shipped per minute. Considering that a standard truck carries approx. 4-5 tons of corrugated board, it is possible to say that 1 truck of corrugated board was shipped per minute. This figure was approx. 7.5 t/min. in Italy, and approx. 11 t/min. in Germany. In our country, the total surface area of the corrugated board shipments corresponds to approximately 674,500 football fields. In other words, the area of the corrugated board sold in 2020 nearly equals to 674,500 football fields in 2020. In Germany, the corrugated board, which corresponds to an area of approximately one and a half million football fields, was shipped in the same period. Additionally, Omüd members used ink as much as the carrying capacity of approximately 300 trucks, and starch for adhesive purposes, as much as 1700 trucks capacity, throughout 2020.
A closer look at three of the industries that Omüd member manufacturers shipped in 2020 reveals some significant changes compared to 2019. The sheet shipments to the converters seem to have increased by +100% on an m2 basis. In other words, the shipments made to the converters who buy it as a sheet and convert it into boxes in the converting machines have doubled on an m2 basis compared to the previous year. Meanwhile, there is also an increase in exports. Compared to 2019, high rates of +25% on ton basis and +20% on m2 basis call attention. On the other hand, a decrease of -31% is observed in the corrugated board shipments to the chemicals industry, on a ton basis, compared to 2019. If we look at the sub-segments in order to understand the main source of this decrease, it is noticed that the said decrease originates from the printing and tissues. Because, the figures for 2020 indicate that there is a -65% decrease in the shipments made to the printing and tissue industry, on a ton basis.
In parallel with these achievements, the annual average consumption of corrugated board per capita in our country was 29.8 kg in 2020. This figure shows an increase of +8.7% compared to 2019. (Based on the population figures of the World Bank, this value becomes 29.5 Kg). While this increase is nice, it also shows that there is still a long way to go. Upon looking at some European countries for the same period, the annual average consumption of corrugated board per capita was 68.8 Kg in Germany, 67.2 Kg in Italy and 60.6 Kg in Spain.
Hoping to see the new statistical data soon to confirm that nature-friendly corrugated board packaging, which protects, transports and promotes the products of all industries except energy and mining, is used much more widely in our country in 2021.
2022/01
Sources : OMUD, FEFCO, THE WORLD BANK
✿❀✿
Investment for a New Machine : Need or Comfort ?
The types of converting machines needed in corrugated board production facilities to transform the corrugated sheets into boxes are closely related to the products in the geography of the facility and the customer profile addressed. Generally, corrugated board plant managers prefer to have different types of machines (In-line, Rotary die cut, Flat bed die cut, etc…) together in their own facilities, which can produce boxes with different features. Thus, it is possible to meet all kinds of box demands easily. However, it is also very important how efficiently the converting machines are used in the facility. For this purpose, the efficiencies of each machine should be regularly measured and continuously improved.
In some corrugated box facilities, one or more of the converting machines may stand idle during certain periods of the year or may run inefficiently with the low number of orders since a certain machine type has to be used more intensively due to the product variety and/or customer demands. This situation may have been this way from the very beginning, or it may occur later in some cases, as a result of the product and/or customer change in the portfolio. In such cases, machine transfer between the corrugated board production locations can be considered as an option. When a decision is taken in this direction, the customers of the corrugated board plant that will dispatch the machine should not be adversely affected by this change. Likewise, if the relocation of the machine requires some customers to be transferred to the portfolio of the other corrugated board plant, it is important to take care of this transition so that the continuity of service to those customers is not interrupted.
New machinery investment is always a motivation for good mood and enthusiasm in corrugated board plants. But the most critical point which should not be overlooked is that the feasibility study of the investment must “come down to earth”. Sometimes, the bottleneck can be eliminated by modernizing an existing converting machine instead of investing in a new one. What will determine this is the feasibility report. During the feasibility process, top management’s mastery of the subject and the ability to identify the missing or weak points of the feasibility study prevent the future problems. A machinery investment, which is based on a feasibility study that has not been made with the realistic foresight, will naturally fail. In order to find orders for the converting machine purchased in this way, almost all the time of the sales and marketing teams is spent searching for suitable products and customers.
It is important to make the feasibility study as realistic as possible, as well as to complete it within a certain time frame. Spending a long time on different feasibility versions or various market scenarios, and delaying the investment decision can also reduce the profit-making in the market effect of the converting machine investment. If an investment decision has been made for a new converting machine as a result of a feasibility study with realistic foresight and data, it will be beneficial to realize it as soon as possible. Otherwise, being late has the risk of “missing the boat” in rapidly changing dynamic market conditions. It should be noted that it is definitely correct to invest in machinery based on the feasibility study, not to study the feasibility based on the machine.
2021/11
✿❀✿
Rival or Team Member ?
An increase in the number of locations is generally observed during the growth process of the corrugated board companies. In order to serve more customers in a shorter period of time, the need to open new facilities in different locations arises. With each new corrugated board production facility opened in different geographical regions, it is also easier to be closer to the customers in the responsible sales area, and thus to make the deliveries faster. In the previous articles (See: mayt.net/articles), the importance of using paper of similar quality as much as possible in different factories of a corrugated box company was mentioned. With the increasing number of common paper qualities (paper type/ paper width/ paper basis weight) used by the locations, it is possible to both reduce the total amount of paper inventory into the reasonable levels, and to transfer paper between the locations easily.
The facilities of the same corrugated box company in different locations compete with similar sensitivity and perseverance to provide the best service to their customers in different geographies, and they are constantly striving to gain customer satisfaction. While one of the facilities (A) of a multi-location corrugated boxboard company strives to produce the corrugated box order received from its customer with the requested specifications and deliver it on time, – as a result of the dynamic world of the economy and/or sudden changes in the global markets – it may request paper support from other locations if the paper required for the production is insufficient in its stocks. At this point, team-work is extremely important. However, if the different production locations of the corrugated board company are defined as “profit centers” and their local successes with their local failures are prioritized, other locations will have to think twice about making a positive return to the location (A) which requests paper. A location (B) that has enough stock of the said paper in its warehouse “helps” by sending the “least” possible amount of paper to the location (A) that needs it, but this amount of paper may not fully meet the needs of location (A). On the other hand, location (B) may choose not to reduce the inventory of the paper in question in its warehouse any more, concerns that it might be in a difficult situation for another possible order when it sends “sufficient” amount of paper.
In this example, each production location has a responsibility to be successful on a local basis. Therefore, location (B) acts as a different company, not as a production unit of the same company, and it is not possible to talk about the team-work. However, looking at the big picture, if an order from a customer of the corrugated board company is not produced at the requested quality or not delivered at the planned time, a negative situation occurs for the mother company. The point that should not be overlooked should be the overall customer satisfaction that the mother company has managed to create for all its customers, rather than the local success of any production facility.
In multi-location corrugated boxboard companies, while each location strives to increase customer satisfaction by providing the highest level of service to its customers in its area of responsibility, team-work should be kept in mind in case of trouble in one of the locations. It is in the interest of the mother company that the necessary support is given without hesitation to a production location in need by another production location – without seeing it as a rival. A location of the same company is not a rival of the other location, but a support force. When necessary, it should be ready to provide the same level of service to other location’s customers as its own customers.
2021/09
✿❀✿

Olmuk
50 years.
Half a century.
It may not be a short period of time for people, but it is not too long for commercial companies.
When you look at it, it is possible to see that many companies, which are 150 or even 200 years old, successfully continue their commercial life.
It was 1968.
It was founded with the name of Olmuk Mukavva San.ve Tic.A.S.
…
In 1969, the corrugated box plant started its operations in Gebze-Dilovası.
…
Eight years later, the paper mill started operation in Edirne in 1977. Straw, which was used as a raw material, was replaced by waste paper since 1996.
…
It had been 16 years since its establishment.
In 1984, its name was changed to Olmuksa Mukavva Sanayi ve Tic.A.S.
Because, the company’s shares were bought by Hacı Ömer Sabancı Holding A.S.
…
In 1985, the corrugated box plant in Izmir-Kemalpaşa started operation.
It started to serve the agricultural and industrial companies in the Aegean region with the Olmuksa brand.
After a while, it became the preferred packaging solution partner of cherries, tobacco,and grapes.
…
It was important to use corrugated boxes, which attract with their multicolor prints and resist to humid environment, for the export of lemon, orange and tangerine from Adana-Mersin region, the central district of citrus.
Its foundation had been laid in order to serve the exporters with those types of corrugated boxes.
The start-up of a new and modern corrugated box plant in the Adana-Sabancı Organized Industrial Zone was in 1992 with the converting section first, and with the corrugator in 1995 later.
…
It was 30 years old.
It was breaking new grounds in the industry, and pioneering other competitors in investments.
Its name changed once more.
In 1998, as a result of the equal partnership of the management of the company between H.Ö.Sabancı Holding and International Paper, its name was changed to Olmuksa International Paper-Sabancı Ambalaj San.ve Tic.A.S.
…
It was 2001.
It played an important role in the protection, transportation and promotion of many agricultural and industrial products with its Gebze, Edirne, İzmir and Adana plants.
With the acquisition of Kav Ambalaj San.ve Tic.A.S., the corrugated box plant in Bursa-İnegöl was included in the operations as the fifth facility.
Following a fire at the site in 2006, it was rebuilt and re-opened in 2007.
…
In 2008, a new corrugated sheet plant was opened in Antalya-Organized Industrial Zone.
…
It was 2010, 42 years after its establishment.
With the acquisition of Turkey operation of DS Smith, the corrugated box plants in Çorlu and Çorum were included in the operations.
…
Its name had changed twice since its foundation.
By 2013, a new name change was waiting for it.
International Paper became the majority shareholder by purchasing the shares of H.Ö.Sabancı Holding.
Its new name was Olmuksan International Paper Ambalaj San.ve Tic.A.S.
…
In 2016, the corrugated sheet plant in Antalya-Organized Industrial Zone was sold.
…
It had been 40 years since it joined the family.
For 40 years, it met the needs of the corrugated box plants by producing fluting and testliner in summer and winter, day and night. Initially, it recycled the straw and then the waste paper into new packaging paper without any rest.
The sale of the paper mill in Edirne took place in 2017.
…
In 2019, Corlu corrugated box plant was closed.
…
In 2021, the shares of International Paper were bought by Mondi Corrugated. Consequently, its name was changed to Mondi Olmuksan Kağıt ve Ambalaj Sanayi A.S.
It was established 53 years ago.
It broke new grounds in Turkish corrugated board industry, and brought together numerous products with the environmentally friendly corrugated board packaging.
Now, under the roof of Mondi Group, it carries on its corrugated board journey with a new road map.
2021/06
✿❀✿

Pandora’s “Corrugated” Box
According to Greek mythology, Prometheus stole the fire to give it to people.
Zeus, the king of the gods, was very angry with this situation.
By keeping the chains on Prometheus’ feet, Zeus punished him forever.
Zeus also wanted to punish people.
Pandora, who is beautiful like the Goddesses, is considered to be the first woman in Ancient Greece. Zeus took vengeance by presenting Pandora to Prometheus’ brother Epimetheus. Pandora was given a box. But, she was not allowed to open the box ever. Epimetheus saw Pandora and was astonished by her beauty, thus he accepted her right away, and made Pandora his wife. Pandora tried to tame her curiosity, but at the end she could not hold herself anymore; she opened the box and all the illnesses and hardships that gods had hidden in the box started coming out.
It is not known whether the fact that the box in this legend in ancient Greek mythology was not made of corrugated board affected the result or not, but corrugated box not only protects, transports and promotes products, but also accompanies our different feelings in different moments of life. It even directly causes some emotions to arise.
One day, it becomes a box that brings the pizza that someone who is very hungry is looking forward to, in a warm and hygienic state. It gives happiness, delight and pleasure.
…
Another day, it becomes a box, where an employee puts his personal belongings of his desk because of leaving the job. It gives sadness and anxiety.
…
On a rainy and cold day, it shelters a cat and her kittens. It gives confidence and peace.
…
Another day, it becomes the box that the people who move from their house put inside the things they care about to protect. Concerns, curiosity and excitement about the new house to be moved, impart scent on the corrugated board.
…
The moment comes, it acts as an air fan. It turns coal into glowing coal for those who want to enjoy the barbecue. It shares pleasure and delight.
…
The moment comes, it becomes a banner. It conveys the message of the carrier. It gives hope or anger or enthusiasm and excitement depending on the subject.
…
In another time, in the hands of the person who comes to meet, it whispers the name of the expected passenger in capital bold letters.
…
There is time, it replaces a street musician tip box. Among the melodies, it takes pleasure with the coins.
…
Sometimes it is the box in the hands of a courier knocking on the door of someone who eagerly waits for the product ordered online. The box is opened with care. It arouses curiosity and excitement. It gives a sense of relaxation.
…
Sometimes it is the corrugated board that the homeless people put under while sleeping at night. It turns to be a bed, a mattress. Loneliness, worry, and grief hide in the grooves of corrugated board.
…
One day, it becomes a gift box. It makes the recipient feel surprised first, and then delighted.
…
The next day, it becomes a model playhouse for a small child. It is painted with colors. It contains childish dreams inside with its roof and door. Curiosity, excitement and joy overflows from its tiny window.
Corrugated board is a part of our lives and plays important roles.
In daily life, it is mostly seen as vegetable/fruit box, refrigerator/oven/television box, meat/chicken/fish box, biscuits/wafer/beverage box. Sometimes it catches our eye as a ceramic box, furniture box, tobacco box, medicine box or flower box.
It is not necessary to make a special effort to capture the emotions that corrugated board makes us feel. It is enough just to notice where and how corrugated board is useful while appearing in different places at every moment and meeting our many different requirements.
2021/05
✿❀✿
The Waste Paper Import of Turkey
In Turkey, the major part of the waste paper, which is used as raw materials in the production of the domestic recycled paper, is supplied by local sources. In 2018, approximately 81% of the demand was provided from the domestic market and 19% (approx. 725k t) was imported. In 2019, approximately 72% of the demand was provided from the domestic market and 28% (approx. 1,235k t) was imported. The amount of waste paper imported in 2020 is slightly above 1.5M t, and UK, Italy and the Netherlands were the leading countries where waste paper was imported from.
The heading 47.07 of the Turkish Customs Tariff Nomenclature shows the Waste paper or solid board for recycling , waste and scrap. The customs tariff statistical position (GTIP) : 4707.10 classifies the Unbleached kraft paper or solid board or corrugated paper or solid board. The customs tariff statistical position (GTIP) : 4707.30 classifies the Paper or solid board made of mechanical pulp (newspapers, periodicals and similar printed publications). The customs tariff statistical position (GTIP) : 4707.90 classifies the Others (unsorted waste and scrap). By taking into consideration those statistical positions, when comparing 2019 and 2020, some changes are noticeable, both in terms of quantity and the countries from which imports were made.
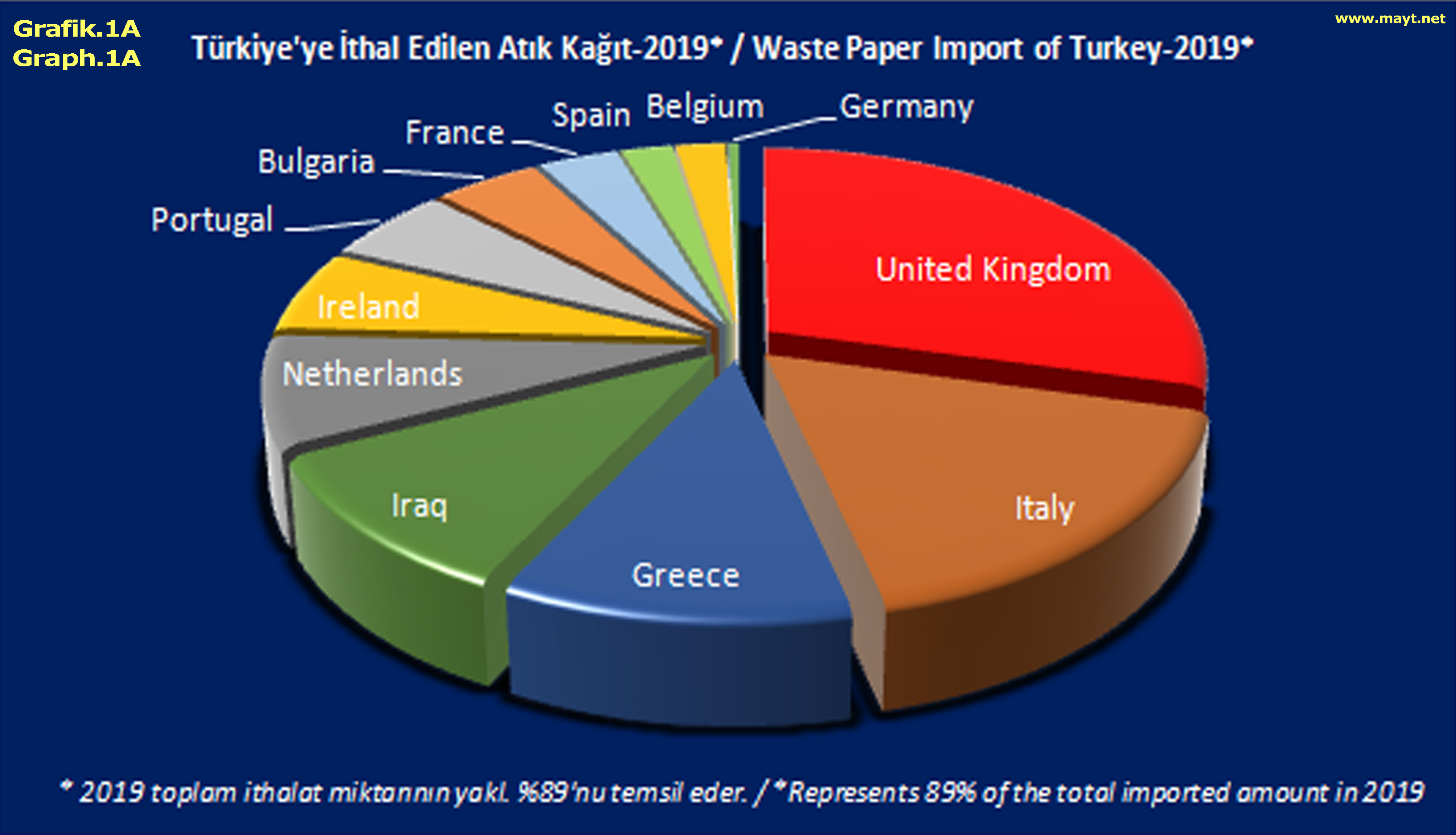
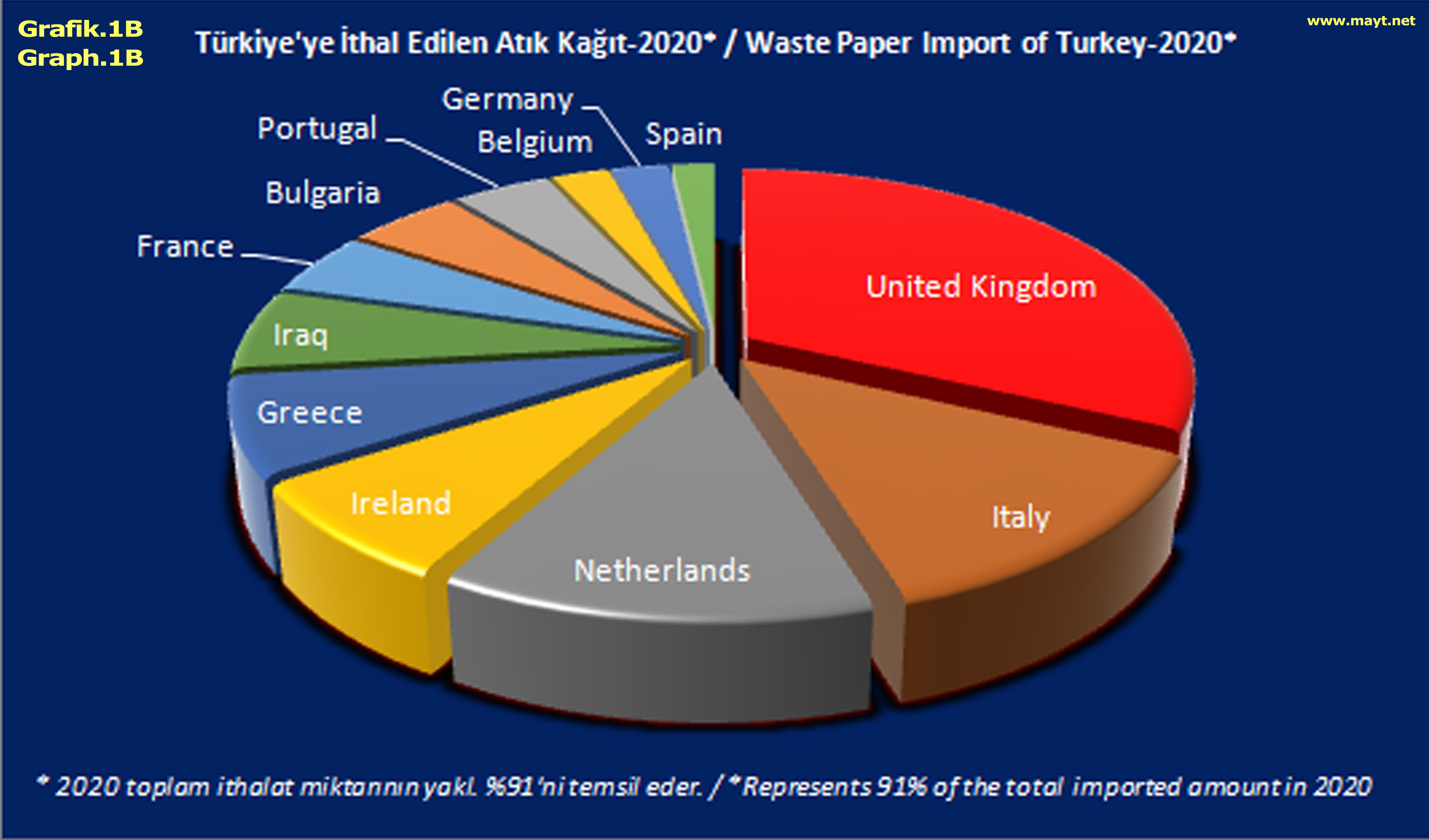
The UK maintained its leading position in the list of countries where waste paper was imported both in 2019 and 2020, representing 26% of the total amount in 2019 while increasing its share to 29% in 2020. Italy, which ranks second, represented 12% of the total amount in 2020, while it was 15,5% in 2019. Greece, which ranked third with a share of 10% in 2019, fell to fifth in 2020 with 6.7%, while the Netherlands seems to have settled in third by increasing its share from about 7% in the previous year to 12% in 2020. While other countries approximately maintain their share in the total amount of waste paper imported, Iraq, which ranked fourth among the countries where waste paper was imported, with a rate slightly over 9% in 2019, fell to the sixth place in 2020.
The amount of waste paper imported by Turkey, showed an increase of 140% in the last five years (2016-2020). With the development of the paper industry, the need for waste paper used as raw material is increasing. Efficient and widespread recycling will help to increase the amount of waste paper collected domestically, and keep the amount of waste paper imported at a more balanced level.
Sources : TUIK , SKSV
2021/03
✿❀✿

Tissue Paper : New Capacities !
Tissue paper such as toilet paper, paper towels and napkins, which have become indispensable for daily life, have started to take a much larger place in our lives, especially since the Covid-19 epidemic started to spread to the world. The industry is in an effort to increase the current capacity to meet the rising needs. The announcements of new tissue paper production capacities are continuing in a wide geography from Vietnam to England, both through modernization and new investments in the existing machines.
As the followers of www.mayt.net may also know well that the summary of the announcements made since the beginning of 2020 can be seen in Table.1
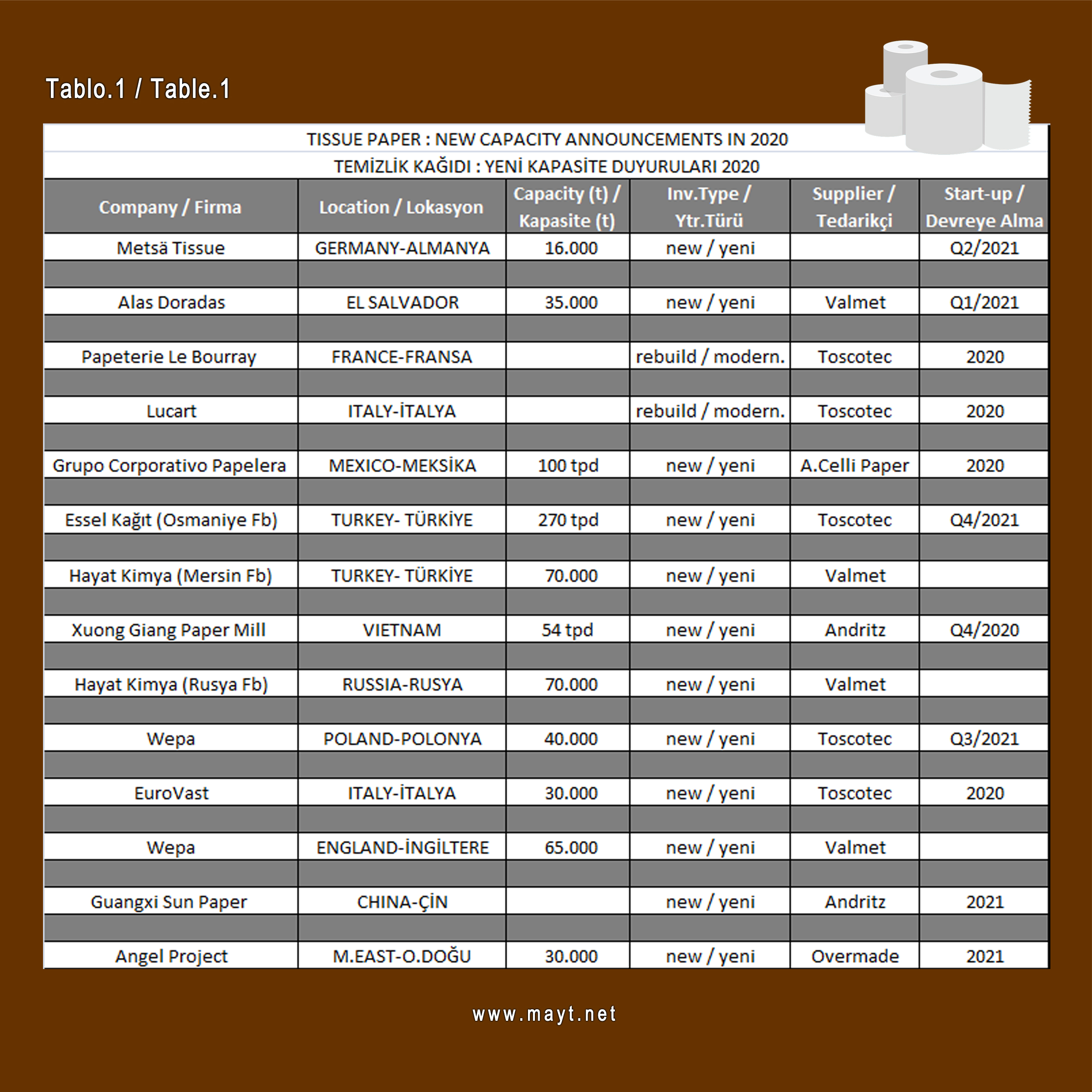
Let’s have a look at these again :
- Metsä Tissue, part of Metsä Group, announced that it is investing in a new production line for professional tissue papers at its Raubach mill in Germany. The new MF4 production line with annual production capacity of 16,000 tonnes will produce folded hand towels, which are used typically in public washrooms. Production on the new line will begin during the second quarter of 2021.
- Valmet announced to supply an Advantage DCT100HS tissue production line, including a de-inking plant and an extensive automation package, to Alas Doradas in El Salvador. The new tissue machine will have a width of 2,8 meters and a design speed of 2,000 meters/minute. It will add 35,000 tons tissue paper per year to Alas Doradas’ current production of high-quality toilet tissue, napkins and kitchen towels. The start-up is planned for the first half of 2021.
- Toscotec S.p.A. announced that Papeterie Le Bourray selected Toscotec to rebuild its PM4 tissue machine at Saint-Mars-la-Brière, near Le Mans, France. The target of the rebuild is to improve sheet formation quality and CD basis weight profile, as well as increasing the machine speed. The start-up is scheduled for mid-2020.
- Toscotec S.p.A. announced that it has successfully completed two customized rebuilds at Lucart Diecimo tissue mill. The two rebuilding solutions included the replacement of PM5 and PM6’s existing Yankees with Toscotec’s second-generation Steel Yankee Dryers , complete steam and condensate systems, as well as the installation of a TT SuctionPressRoll. Lucart , a leading company in Europe in the production of tissue products for daily use and MG paper , has a production capacity of 395,000 tonnes/year of paper on 12 continuous machines in 10 production plants (five in Italy, one in France, one in Hungary and three in Spain).
- A.Celli Paper announced that the iDEAL® mod. 2000S Tissue Machine start-up took place on March, 20th in Mexico. The new A.Celli iDEAL® Tissue Machine machine has a 2650-mm web width, a working speed of 2000 m/min and a production capacity of about 100 tpd. A.Celli Paper mentioned that it was designed to answer all the requests and demands made by Grupo Corporativo Papelera.
- Toscotec S.p.A. announced that Essel Kağıt (Essel Selüloz ve Kağıt Sanayi Ticaret A.Ş.) selected Toscotec for the turnkey supply of a new high-performance tissue line (PM 3) at its Osmaniye mill in Southern Turkey. With a net trim width of 5,700 mm, Toscotec’s AHEAD 2.2L line will be Turkey’s biggest tissue machine, and with 270 tons per day it will also set the national record for highest production capacity. The turnkey supply includes the complete stock preparation system. The start-up is scheduled for autumn 2021.
- Valmet announced that it will supply the seventh tissue line delivery including an extensive automation package to Turkish tissue producer Hayat Kimya. Previously Valmet has delivered six Valmet Advantage DCT 200TS tissue production lines to Hayat Kimya’s mills in Turkey, Russia and Egypt. The company has decided to invest in a second machine at their mill in Mersin, Turkey, to meet the increasing demand for their high-quality tissue products. The new tissue machine TM8 will have a width of 5.6 m and a design speed of 2,200 m/min. The raw material to be used in the tissue production will be virgin fiber. The new line will add 70,000 tonnes of tissue to their current production of facial, toilet and towel tissue.
- Andritz announced that it has received an order to supply a complete PrimeLineCOMPACT S 1300 tissue machine with stock preparation system to Xuong GiangPaper Mill , Vietnam , a subsidiary company of Bac Giang Import Export JSC. The new line has a design capacity of 54 tons/d, a design speed of 1,300 m/min and a paper width of 2.85 meters. It will process virgin pulp as raw material to produce high-quality facial and toilet tissue as well as napkins. Start-up is scheduled for the fourth quarter of 2020.
- Valmet announced that it will supply the eighth tissue line delivery including an extensive automation package to Turkish tissue producer Hayat Kimya. The company has decided to invest in a third machine in Russia in order to meet the increasing demand for their high-quality tissue products. This is the first machine at their new mill outside Moscow. The new line will add 70,000 tons of tissue to company’s current production of facial, toilet and towel tissues. The new tissue machine TM9 will have a width of 5.6 m and a design speed of 2,200 m/min. The raw material to be used in the tissue production will be virgin fiber.
- Toscotec S.p.A. announced that it will supply an AHEAD 2.2S tissue line on a full turnkey basis to WEPA Piechowice mill in Poland. The project is planned in a short time frame, with start-up set for the third quarter of 2021. This new AHEAD 2.2S in Poland will be the sixth tissue line that Toscotec delivers to the German Group. The new AHEAD 2.2S machine features a 2750 mm sheet trim width and a design speed of 2200 m/min. It will produce over 40,000 t/y of premium quality tissue. The project also includes the complete stock preparation.
- Toscotec S.p.A. announced that Italian tissue manufacturer EuroVast fired up a new MODULO-PLUS tissue machine supplied by Toscotec at its Cartiera della Basilica paper mill in Villa Basilica, Lucca, Italy. PM5 is running efficiently at the speed of 1,600 m/min and since its start-up in February, it has exceeded the project’s production targets with excellent results in energy consumption. The new line completely replaced the mill’s existing PM5. The sheet width is 2,770 mm and the production capacity is over 30,000 tpy. PM5 produces toilet tissue, kitchen towels and napkins from 100% pre-dried virgin pulp. This new line will increase the Group’s production capacity to 150,000 tons/year.
- Valmet announced that it will supply a complete tissue line, including full automation package, to WEPA’s mill in Bridgend, the United Kingdom. The new tissue machine will have a width of 5.6 m, a design speed of 2,200 m/min and will increase WEPA’s existing tissue production by approximately 65,000 tons per year. The raw material to be used in the tissue production will be recycled and virgin fiber. Valmet’s scope of delivery will comprise a complete tissue production line featuring stock preparation systems and a Valmet Advantage DCT 200 HS tissue machine.
- Andritz announced that it has received an order from Guangxi Sun Paper to supply two tissue machines for its new mill in Beihai City, Guangxi Province, China. The ANDRITZ tissue machines are of the type PrimeLineTM W 2000, with a design speed of 2,000 m/min and a working width of 5.65 m. Start-up is planned for 2021.
- Overmade announced that it has been committed, from an important client in the Middle East, to realize the ANGEL PROJECT, one complete tissue plant for the production of high-quality facial tissue. The line will produce 30.000 tpy tissue, using virgin fiber. The OVER CR C20 is equipped with a 4,572 mm Yankee diameter and it is conceived to work at a speed of 2,000 mpm. The delivery is scheduled to be in the summer 2021.
By taking into consideration the increasing needs and demands, it seems obvious that the tissue paper investments will continue without slowing down.
2020/12
✿❀✿

The Hectic Journey of a Corrugated Box
The corrugated box which protects, transports and promotes almost every product except energy and mines, is a nature-friendly product which is produced with natural and recycled raw materials. It is also a hygienic packaging due to its exposure to very high temperatures during the production process.
In corrugated packaging industry , sale is first and the production comes later. The hectic journey of the corrugated box begins when the Sales Department receives the order of the corrugated box designed to protect, transport and promote the customer’s product.
All details of the order, which are entered into the system, from the box type to the printing features, from the quantities to the date of delivery to the customer, are now clear. This information will be processed in order, and the corrugated box that has been ordered will be created step by step.
The corrugated sheet that will form the corrugated box is combined with the ones of similar quality among the other orders by taking into account its paper properties and the working width of the corrugated machine, and produced in accordance with the program. The corrugated sheets produced are still semi-finished. Other processes to convert it into a corrugated box will now be continued in the Converting Section of the plant. In the meantime, the Quality Department constantly monitors whether the process is progressing in accordance with the standards by examining and testing the samples taken at certain stages of the production.
Following the production of the corrugated board , certain processes such as cutting and printing are necessary to convert it into the boxes of different designs as requested by the customers. Depending on the type of print required on the box, 1, 2, 3 or 4 color printing can be applied or a completely unprinted box can be ordered. Following the printing made with a cliché produced according to the image requested by the customer, it is necessary to cut it with respect to the design of the box. Boxes with specific shapes , other than the regular slotted boxes (RSC) , are manufactured by die cutting. There are basically two different methods of die cutting : Flatbed Die Cutting and Rotary Die Cutting. The corrugated box, which has a special shape after die cutting made using a die produced in accordance with the design, is then glued from the open edge and takes its final form. The corrugated boxes produced are stacked on a pallet, and after the strapping and/or stretch film is applied, they are on their way to the finished product warehouse with its production card on them. Corrugated boxes on the pallet are loaded onto trucks from the warehouse on the requested date and shipped to the customer. Thus, the first part of the hectic journey of the corrugated box is completed.
Corrugated boxes filled with the customer’s products then go on a new journey towards the end consumer. The journeys of the corrugated boxes that complete their task with the consumption of the products by the end consumer do not end here. With recycling, a new journey awaits them to be reborn as paper and then again as a corrugated box. For this purpose, corrugated boxes, which are collected and separated by sorting, go to paper mills when they reach a certain amount.
2020/11
✿❀✿

4 To-Dos for Election of Approved Paper Supplier
Paper , which is the main raw material for corrugated board manufacturers , is a critical material. Paper , which directly affects the physical strength of corrugated board, is also the main component of the cost of corrugated board. For this reason , it should be preferred that the paper manufacturer to whom the paper will be supplied meets certain conditions regarding quality , environment and occupational safety , hygiene , sustainability , and the quality of its production process is guaranteed.
The To-Dos required to let paper producers become an approved supplier can be listed as four headings:
1- Assessment Form
2- Technical Specs
3- Samples
4- Production Trial
1-Assessment Form :
The form, which is sent to get information about the paper suppliers’ approaches, practices , plans , certifications , etc. on issues such as quality, environment and occupational safety , hygiene , sustainability , is filled and sent back by the supplier. Thus , it gives information about the paper supplier regarding the mentioned issues.
2-Technical Specs :
The technical specs of the product sent by the paper supplier with the Assessment Form are compared with the buyer’s own technical specs. It is checked whether the minimum values expected to be obtained as a result of the tests in certain standards are met with the values guaranteed by the manufacturer.
3-Samples :
Paper samples requested from the paper supplier are subjected to tests at certain standards in the quality laboratory of the buyer. The results can be commented from two perspectives. The results obtained are compared with the supplier’s test results which are found by testing based on the same standard method. It is checked whether there is a significant difference between those results or not , and if there is , the reason is analyzed. Additionally , it is also checked whether the results meet the technical specs of the buyer.
4-Production Trial :
The information in the Assessment Form , which is filled out and sent by the supplier , its technical specs and the results obtained in the laboratory tests of the samples sent are evaluated together. If the final decision is favorable , the paper manufacturer is asked to send the specified amount of paper roll in order to test it in the real production conditions to have a better idea. Those paper rolls are used in the production and the conformity of the results is checked. If it complies , the production results of the following first and second paper orders sent to the paper manufacturer later are also tracked. If no problems arise , it can be decided that the paper producer is an approved supplier.
Paper purchases from the approved paper suppliers can now only be carried out in line with the commercial terms. The performances of these suppliers should continue to be evaluated periodically and the visits to these producers should be made when necessary. The purpose of these visits is to identify the problems, if any, and to determine the actions to improve them and/or to look for technical working opportunities together.
2020/09
✿❀✿

Order Confirmation
When preparing a purchase order for paper , three important parameters must be specified. Quantity and the other information are also added to these three parameters which are type , width and basis weight of the paper. Corrugated board producers that work with paper of different widths and different basis weights often prepare long purchase order forms consisting of a large number of lines when ordering paper.
The ordering process is not completed by sending the purchase orders to the relevant paper manufacturer because an unconfirmed order has not yet been validated. The order confirmation from the paper manufacturer is also long and detailed in accordance with the purchase order form. At this stage , the information both in the order confirmation and the purchase order form are expected to be the same. If there is something different , it should be requested to be corrected by contacting the paper manufacturer immediately.
However , focusing on long and detailed paper order confirmations may sometimes be neglected while being pressed for time to finalize the different tasks within the busy work pace. Moreover , if the paper purchase orders of the same month were splitted and sent to different producers and/or if there were multiple plants of the corrugated board producer and different purchase orders for each plant were prepared , a huge stack of order confirmations prepared by different manufacturers , waiting to be checked , can be left on the table. Since every paper roll will be produced based on the information in the purchase order sent and the order confirmation prepared , the important check that seems to be boring must be done carefully.
The following information to be considered in paper order confirmations ;
- Paper type
- Paper basis weight
- Paper width
- Quantity
- Unit price
- Payment terms
- Arrival port
- Arrival time
- Incoterms
are among the critical ones.
It is very important to check the lines one by one by comparing each purchase order with the relevant order confirmation. Any inconsistency in the information should be reported to the paper manufacturer immediately , and it should be requested to be made compatible with the paper purchase order form by correcting it. The corrected order confirmation and the purchase order form are matched and the file is closed , so that no uncertain points are left in regard to the paper order in question. Otherwise , the die is cast when the papers , which were produced with different characteristics than the requested due to the unchecked order confirmation , are shipped.
The paper producer who received the order may be located domestically or abroad. When such a problem is experienced with the domestic paper manufacturer , the resolution of the issue through mutual negotiations is relatively easier to manage than the imported paper. The domestic paper manufacturer can retrieve the unrequested paper and send it to another customer, or use it in its own corrugated board plant , if any , and immediately dispatch the requested paper. However, if the paper have been imported from a manufacturer abroad , things will get a little harder.
Some mistakes are a bit easier to recover than the others. For example ; if the ordered paper is 230 cm wide , but confirmed as 240 cm by mistake , and if the order confirmation is not carefully checked , it is produced and shipped as 240 cm wide. This paper can be used instead of 230 cm , by giving the side trim more. If the ordered paper is 230 cm wide , but confirmed as 220 cm and unchecked , it is produced and shipped as 220 cm wide. In this case , it is impossible to use the paper for the current order as it is not possible to stretch it. If the basis weight and the width of the shipped paper are in the paper portfolio used by the corrugated board producer , the paper can be used in different orders and the possibility of resupply the requested paper is quickly studied. In rare cases, it should also be considered that the paper rolls shipped might have different width and/or basis weight whereas the order confirmation has been correctly prepared.
It is important to reserve a specific time of period during the ordering process for the check of paper order confirmations , which can initiate an annoying process if not done. Thus, it helps to eliminate possible risks from the beginning. The ordered paper may have been planned to use for a very critical order. So , it should not be forgotten that a nail saves a horseshoe , and a horseshoe saves a horse.
2020/07
✿❀✿
Trends of Corrugated Boxes in Turkey
Corrugated boxes which protect , transport and promote almost every product except energy and mines , is a hygienic packaging due to its exposure to very high temperatures during the production process , as well as a nature-friendly product which is produced with natural and recycled raw materials.
The consumption of the corrugated box , which plays an important role with its durability in safe transportation of many products to consumers , increased + 12.3% in our country between 2015-2019. However, our consumption of corrugated board per capita , which is around 27 kg / year , is expected to increase more. After all, it is necessary to take its advantages by using this environmentally friendly packaging more intensely in life to reach the levels of consumption per capita as approx. 65 kg / year in Germany and approx. 64 kg / year in Italy , as of 2018.
As it is used commonly by different industries from food to textile , from cleaning materials to cosmetics , from glass and ceramics to durable consumer goods , which types of corrugated boxes are widely used in our country ?
The main headlines that summarize which types of corrugated packaging are consumed more in our country in the last five years can be listed as follows :
>> Printed and Multicolored Boxes are Preferred !
Printings on the boxes , which provide information about the contents of the corrugated boxes , advertise it , and make warnings on the necessary issues , and multicolor prints are still preferred (Graph.1)
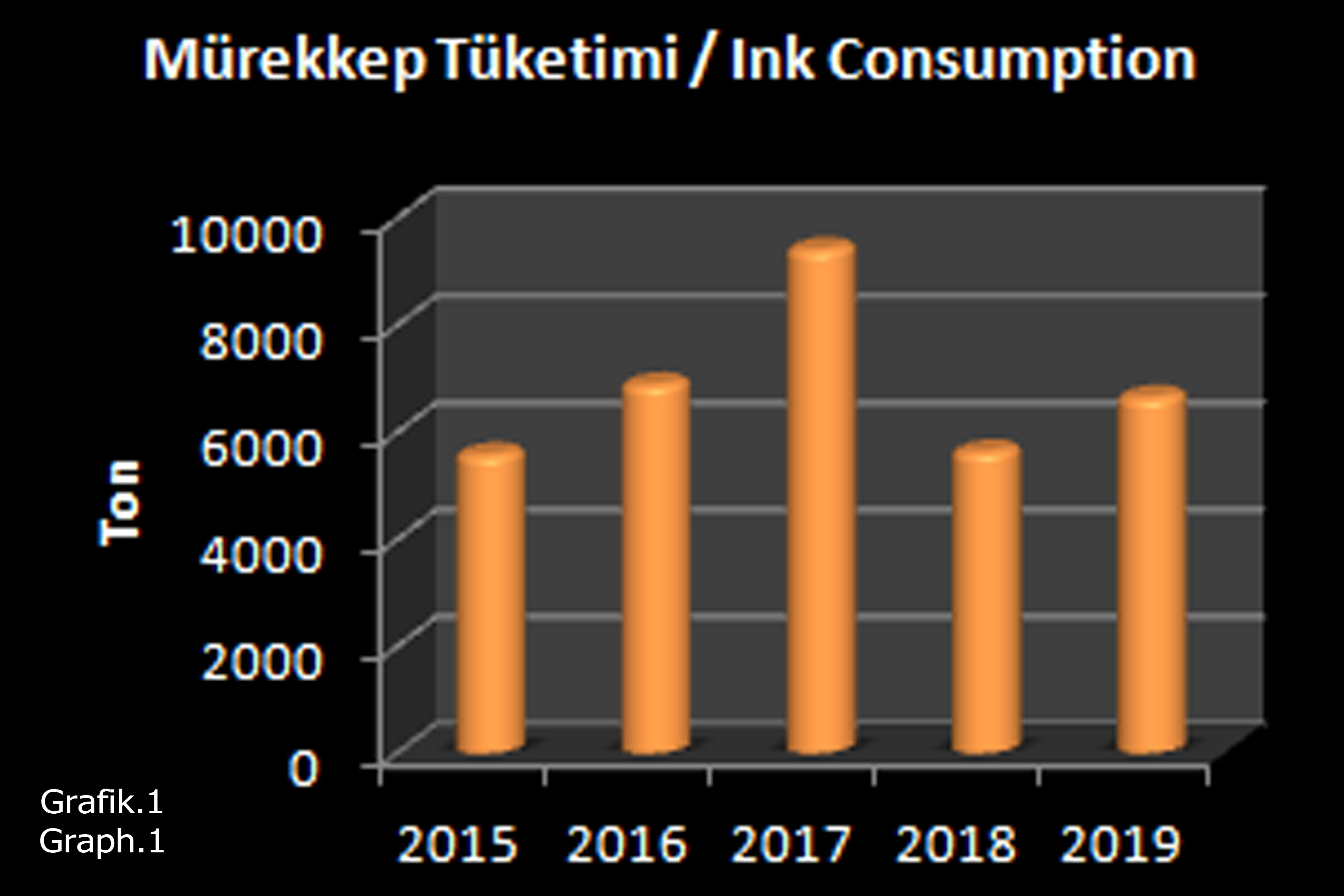
>> RSC Type Boxes Keep the Leadership !
Boxes with specific shapes , other than the regular slotted boxes (RSC) , are manufactured by die cutting at the end of certain processes which are necessary to convert the corrugated board into the boxes of different designs as requested by the customers. From the consumption point of view , it is observed that regular slotted boxes (RSC) maintain their leadership. (Graph.2)
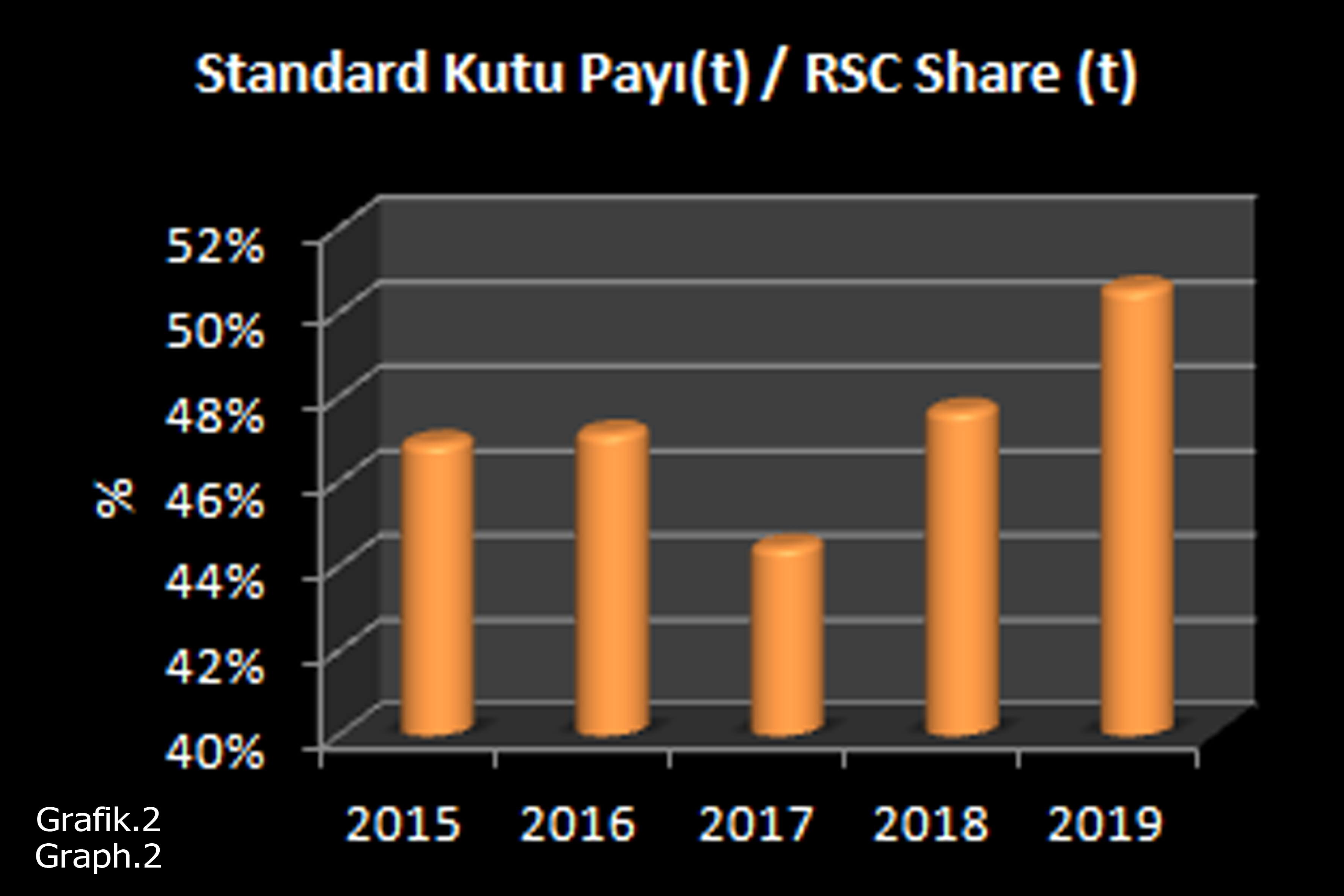
>> Double Wall Boxes still Lead the Way !
The flute profiles that create the height of the corrugated board are of different sizes. Profiles varying from thin to thick are also used as double wall or triple wall by combining two or three different flutes depending on the need. In our country, double wall maintains to be the most preferred corrugated board profile. This rate is 16% for 2018 in Europe. (Graph.3)
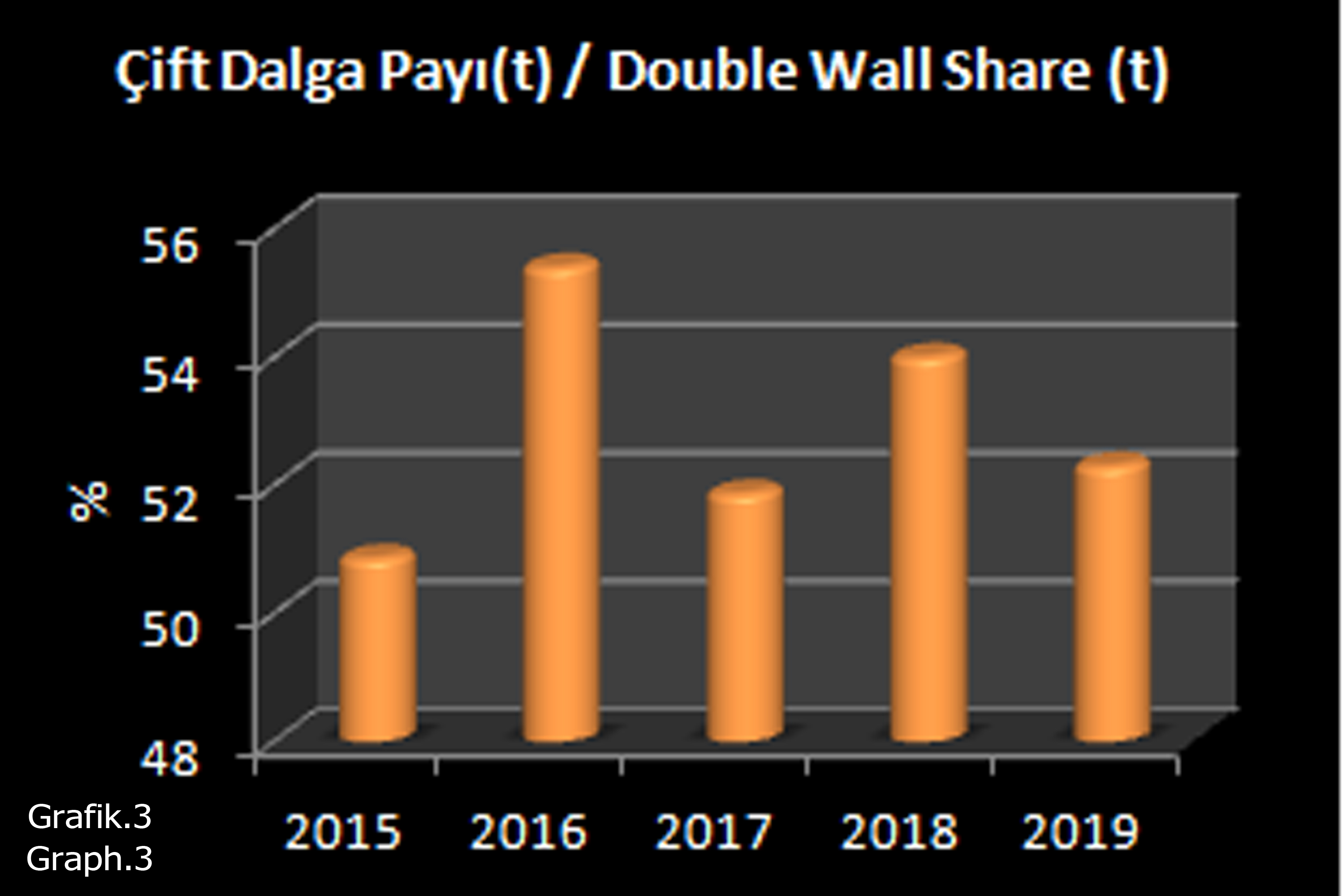
>> Kraftliner Loses Its Attractiveness (?)
Kraftliner , which is used primarily as the outside layer of corrugated containers made up of a high percentage of unbleached sulphate chemical wood pulp mixed with small quantities of recycled paper stock , is especially preferred because of its strength in chilled / humid environments. While it is also used as a preference related to the end-use industry , the share of kraftliner paper in the total consumption is constantly following a downward trend in our country. (Graph.4)
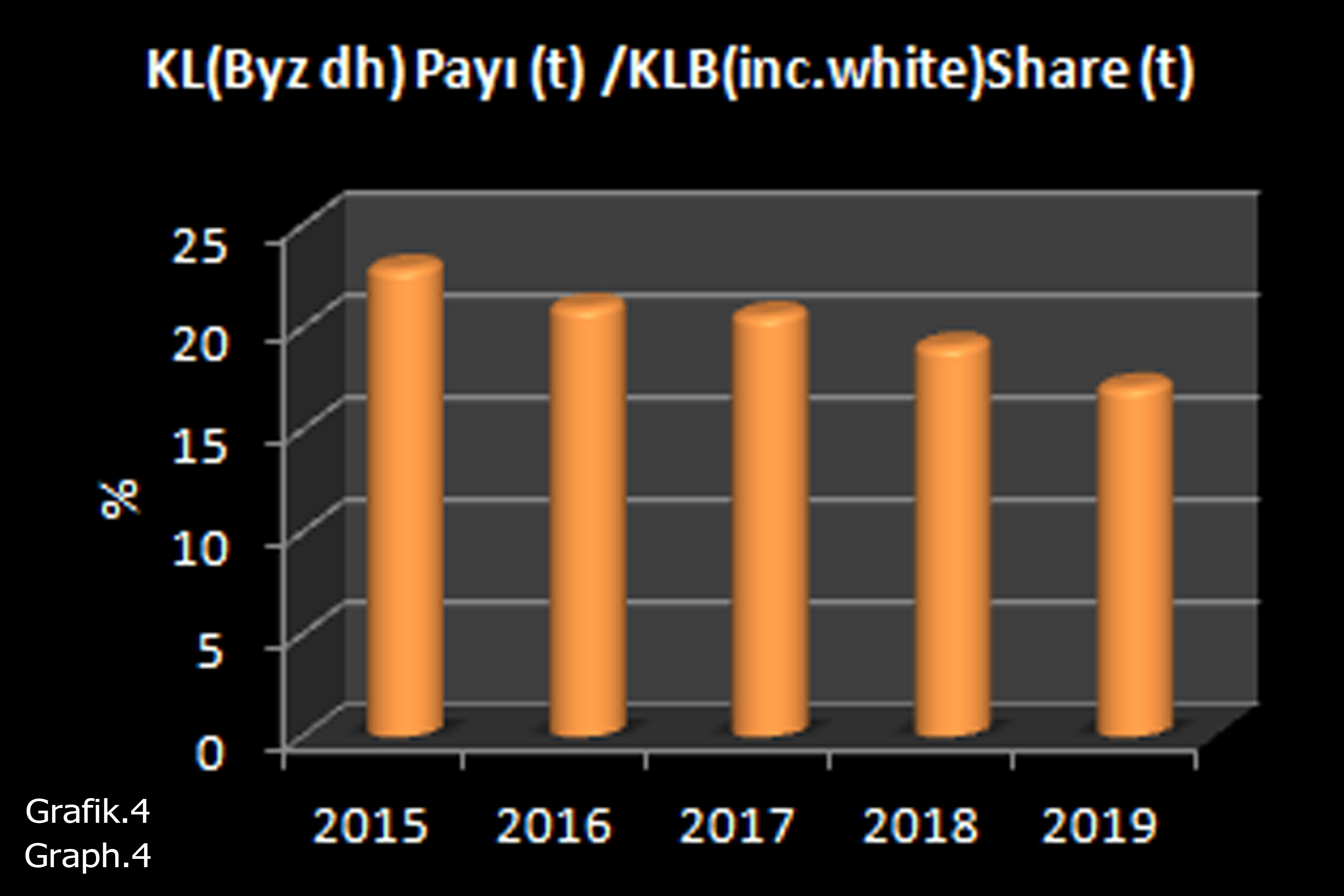
Sources : OMUD , FEFCO , Worldbank.org
2020/05
✿❀✿
Some Milestones in the Paper History
Nowadays , toilet paper is usually at the top of shopping lists. The first product which draws the attention in the shopping carts in the markets is again toilet paper. Toilet paper, which has become an essential in daily life, has been in our lives since the 19th century.
In 1857, New York-based entrepreneur Joseph Gayetty started selling the first commercially packaged toilet paper. His ‘Medicated Paper’ came in single sheets infused with aloe. Thomas Seymour, Edward Irvin and Clarence Wood Scott began selling some kind of toilet paper in Philadelphia in 1867. In 1879, Scott brothers founded the Scott Paper Company. The Scott Paper Company’s toilet paper was the first toilet paper sold in rolls. In 1879, Walter Alcock, a British businessman, created toilet paper on a roll, too. He was the first that used the perforated toilet roll instead of the common flat sheets. In 1880 the British Perforated Paper Company began selling toilet paper. In 1942 toilet paper becomes softer, St. Andrew’s Paper Mill in England began selling the first two-ply toilet paper. Today, two-ply and three-ply toilet papers are consumed as standard in many countries.
The invention of paper , naturally , is many years before the toilet paper appeared in daily life. It is credited to Ts’ai-Lun , a Chinese official , around 105 A.D. The method of paper making was kept secret until the Arab armies captured Samarkand around 704 A.D. The first paper made in Europe was produced at a mill in Toledo , Spain in 1085. The art of papermaking was introduced into France in the late 1100s and in Italy in the early 1200s. The know-how of papermaking reached to Austria in 1356 , Holland in 1428 , Switzerland in 1433 , Russia in 1576 , and the Scandinavian countries in 1630. Papermaking came to the North American continent in 1690 with the building of a mill in Germantown.
The first paper machine was invented by Nicholas-Louis Robert in 1799 , and not fully developed due to the lack of support. The English brothers Henry and Sealy Fourdrinier developed it into a practical machine in 1810. It has become well-known as Fourdrinier machine.
The global production volume of paper and cardboard in 2017 was nearly 420 million metric tons. Its nearly 9 % was tissue paper. The world’s three largest paper producing countries are China, the United States, and Japan.
The total paper & board production of CEPI , which represents 92% of the European pulp and paper industry in terms of production with its members as Austria, Belgium, Czech Republic, Finland, France, Germany, Hungary, Italy, The Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, and United Kingdom , was 92 MM tonnes (+1,5% compared to the previous year) , and sanitary & household paper production was 7,4 MM tonnes (+1,8% compared to the previous year) in 2017.
In 2018 , the production of Turkish paper and board industry exceeded 4.4 million metric tons (+1,4% compared to the previous year). 903K mt (+3,9% compared to the previous year) out of the total production was tissue paper.
Sources : Pulp&Paper Dictionary , Statista , SKSV , CEPI , toiletpaperhistory.net , historyextra.com
2020/04
✿❀✿

Purchasing of Technical Items …
The division where the procurement needs of the companies are met, as known, is the purchasing department. In the paper and packaging industry, it is possible to gather the needs from different departments of the company in three main groups :
1. Raw material demands (Paper, Waste Paper, Pulp …)
2. Spare parts of the production machineries and the technician service requests
3. Requests for all products and services other than the above
General purchasing teams meet the demands in the third group according to certain criteria. Regarding these criteria, it was detailed in the previous articles.
In the paper and packaging industry , the raw material is a critical input with a very high share of the total cost , and it is important that the purchasing department should meet the following minimum requirements:
- Following up the global and local raw material producers very closely
- Correct interpretation of the changes in the market
- Having an idea about the effects of the special periods of the year such as seasonalities , holidays , etc.
- Quick decision making and implementation
- Having in-company approval authorization to execute the ordering process quickly
The responsibility of an experienced expert / manager who is assigned to purchase raw material , which directly affects the balance sheet due to its high share in cost , should be limited only with the purchase of the raw materials. Thus, their concentration will not decrease due to the purchasing of other general purpose goods and services. Similar practices can be observed in many companies. However, the situation may sometimes differ for the second group, the details of which will be discussed below .
Different needs of the machines in the production lines arise in course of time. Replacing defective parts with the new ones , the need for critical spare parts to be kept them in stock , technician service needed for elimination of the machine malfunctions / machine displacement / increasing machine efficiency / machine installation etc. can be listed among these. It is important that requests for such technical issues should be followed up and finalized by a technical purchasing specialist who has received an engineering degree and has general knowledge of the company’s production lines because the technical need should be understood correctly in such requests. Incomplete understanding or misunderstanding of the subject will cause many troubles and extra costs as well as a lot of unnecessary correspondence that wastes time. By taking the need into consideration, the assignment of the right technician or supplying the right part , and giving necessary technical information to the authorities during the customs clearance when the spare part is imported , should be managed by a purchasing a specialist who is technically competent in the subject. In addition, it is also possible to procure the spare part from another manufacturer with the same specifications but at a lower cost by a technical purchasing specialist , instead of just informing the part number to its original manufacturer.
Although it seems as a saving to realize all sort of purchases , including the technical materials and the technician services explained above, over a single person , many mistakes and irreversible loss of time cause serious extra costs due to lack of technical knowledge / experience.
2020/02
✿❀✿
![]()
The Factors Affecting the Demand for Corrugated Box and Containerboard positively
The production capacities of both recycled paper , which has become an essential part of our life , and the corrugated boxes that is made of recycled paper to package products of all industries except energy and mines , have been increasing in our country over the years. (Graph.1)
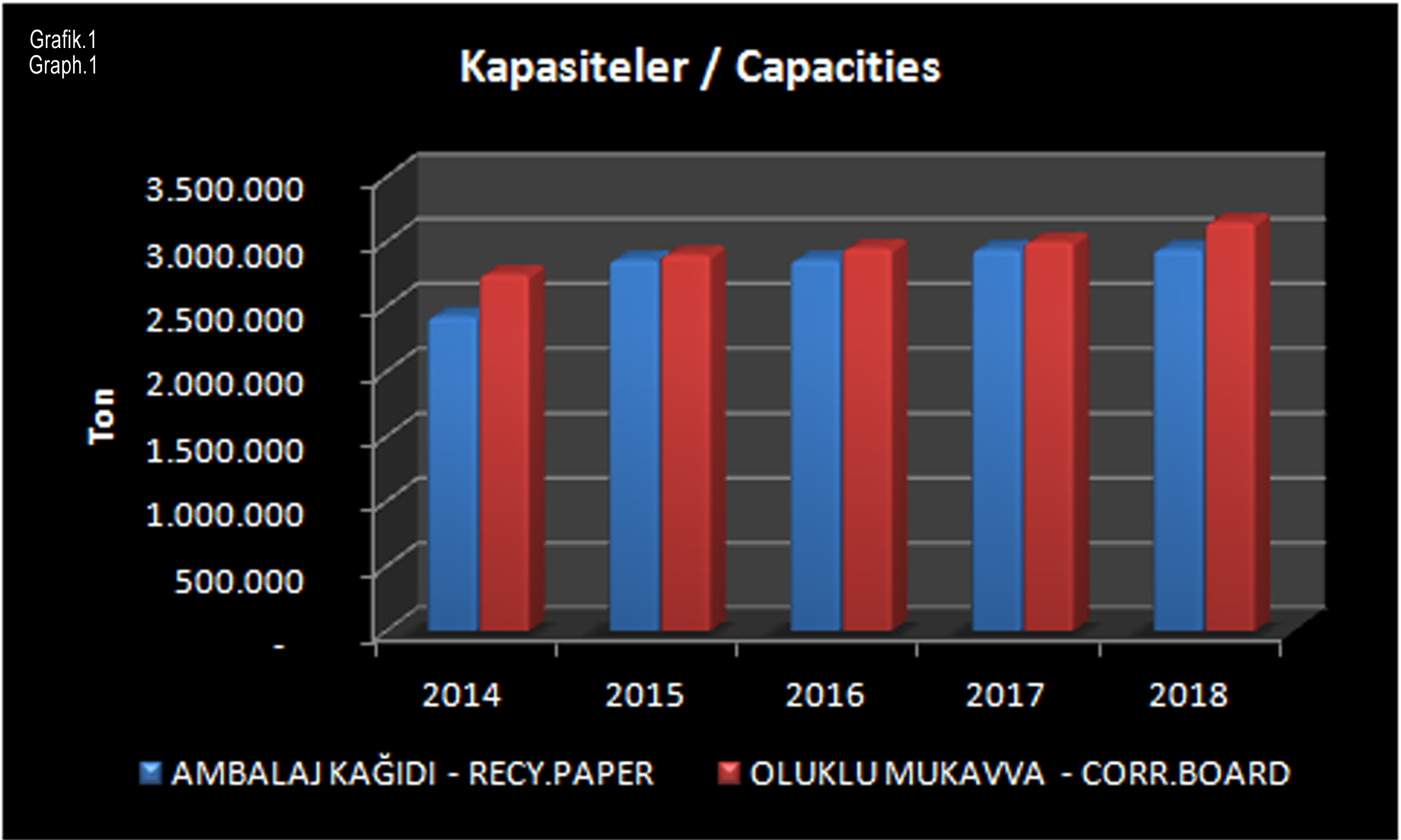
The increase in use of both corrugated box and the recycled paper as a raw material will trigger its production need. In this respect, the positive impacts of some global and regional factors are increasing day by day.
It worths to take a brief look at the most important ones of these factors.
I ) E-commerce
In 2016 , corrugated board has got 23% share of Turkish packaging material production in tonnes. The studies show that postal shipping due to the online shopping is one of the areas which corrugated board consumption is expected to grow very rapidly.
The retail segment in Turkish e-commerce market showed an annual growth of about 10 billion Turkish Lira between the years 2013-2016. E-commerce, which accounts for 1.3 trillion USD of the 22 trillion USD global retail market, is getting bigger rapidly. The worth of global e-commerce is estimated to exceed 5 trillion USD by 2022. That’s why , it is foreseen that the consumption of corrugated board packaging will grow. Therefore, it is obvious that the demand for recycled paper, which is the raw material of corrugated board, will also be positively affected.
II ) Urbanization
The consumption habits also change with the effect of the young (<24) population, which constitutes approximately 40% of our country’s population in 2016 , and the urban population exceeding approximately 92%.
The number of supermarkets and hypermarkets are increasing in order to meet the shopping needs of the increasing urban population. Almost all of the consumer goods that are placed on the shelves for sale in the supermarkets and hypermarkets are provided with paper-based primary and / or secondary packaging. So , it positively affects the demand for packaging paper.
As a result of the increase in the working population, the growing preference for fast / ready-to-eat food consumption such as pizza served with corrugated boxes is also among the factors affecting the demand for packaging paper, positively.
III ) Export
The consumption of corrugated boxes and packaging paper is positively affected because the exported fresh vegetables and fruits are packed in the corrugated boxes. The widespread use of corrugated boxes, which are more hygienic and environmentally friendly , in the packaging of fresh vegetables and fruits consumed in the domestic market will be realized in a shorter period of time compared to the European countries.
IV ) Environmental Impact
The recycling notion , which gained importance with the increasing global awareness on environmental issues , has led to a review of life habits. So , the packaging types that use recycled paper produced by recycling of waste paper are also more preferred.
For example , the replacement of the plastics by cartonboard for packaging of eggs in
Stjärnägg AB (Sweden) which buys eggs from about 70 farms and sells to shops and restaurants throughout the country , or presenting paper-based bags instead of plastics bags to the customers by many retailers such as cosmetics , textiles , footwear or glassware are among the concrete reflections of being environmentally friendly.
As a result , such global and regional improvements provide a strong basis for increased use of corrugated board and recycled paper.
Sources: OMÜD , SKSV , IBS , FBA , Stora Enso
2020/01
✿❀✿

Kraftliner : New Capacities !
The global production capacity for kraftliner , which is mostly used as the outer liner of corrugated boxes and is made up of unbleached sulfate chemical wood pulp mixed with small quantities of waste paper , is around 35 million tons per year , most of which is in North America.
In a wide geography from Brazil to Japan , the announcements of new kraftliner production capacities are being made on either through the new investments or converting the writing/printing and coated magazine paper machines because of the disruption in the printing sector as a result of the widespread use of digital publishing.
As the followers of www.mayt.net may also know well that the summary of the announcements made since the beginning of 2019 can be seen in Table.1

Let’s have a look at these again ;
- Stora Enso , headquartered in Helsinki (Finland) , announced that it has decided to convert the Oulu paper mill in Finland into packaging production. The investment will include a new world-class line for virgin-fibre based kraftliner (both brown and white-top) with an annual capacity of 450,000 tonnes, the modification of the pulp mill and drying machine for unbleached brown pulp, as well as investments to enhance the mill’s environmental performance.
- Additionally , Starkraft , Business Unit of Zellstoff Pöls AG, successfully starts up its second paper machine. The new PM3 can produce 100,000 metric tons of kraft paper per year.
- Moreover , Klabin , which is the largest producer and exporter of paper for packaging in Brazil , has approved the Puma Project II, which involves the construction of two paper machines in Paraná state. The new expansion cycle involves the construction of two packaging paper (kraftliner) machines, with integrated pulp production, which will be built in Ortigueira, Paraná on the same site as the Puma Unit, its pulp mill inaugurated in 2016. The new machines will have combined annual production capacity of 920,000 tons of paper.
- Oji Holdings Corporation , which is a leader in the pulp and paper industry of Japan , announced that it has decided to close and remodel the following manufacturing facilities. 200,000 tpy newsprint capacity will be closed and restructure to produce containerboard & kraftliner in PM5 at Tomakomai Mill of Oji Paper Co.,Ltd.
- SCA , headquartered in Sweden , announced to build a new paper machine for the production of kraftliner at its Obbola paper mill in Umeå (Sweden). The annual production in Obbola will increase from the current 450,000 tonnes of kraftliner to 725,000 tonnes to meet the growing demand for renewable packaging. The new paper machine will start operation in the first quarter of 2023.
- Furthermore , Ilim Group , headquartered in St. Petersburg (Russia) , one of the leaders of the pulp and paper industry globally , has signed a contract with Voith to supply a XcelLIne paper machine. With an annual output of 600 thousand tons, this KLB machine, custom designed by Voith for Ilim Group, will be the largest in the world in terms of capacity. Its maximum capacity will be 2,150 tons per day. Paper web width on the winder will be 9,400 mm. The machine will produce kraftliner with a basis weight ranging from 80.0 to 175.0 gsm. The machine will be started by the end of 2021 at the new pulp and paperboard mill in Ust-Ilimsk.
Would these investments play a role for the change of kraftliner price in the medium / long term ?
Time will show us …
2019/11
✿❀✿
The Communication Tool of the Boxes : Printing
2. About Cliches …
The only way that provides information about the contents of the corrugated boxes , advertises it , makes warnings on the necessary issues, in other words, which enables the communication of the box with the consumer, is the printings on the boxes.
Each of the flexo printing units of the converting machines that convert the corrugated board into boxes is an independent printing system. While most of the converting machines have two flexo printing units as standard , many now contain three or more units. Machines with multiple flexo printing units are manufactured with a mechanism that allows the unused printing unit to come to the side in some orders. Thus , the way the corrugated board travels is reduced in one color or two color orders.
The subsystems of the flexo printing units , which are designed as top or bottom printing , can be listed as follows:
- Ink system
- Anilox roll system
- Printing plate cylinder system
- Impression roll system
- Pull rolls system
In this article, printing plates , which play an important role in flexo printing mechanics , will be examined in detail.
The printing plate essentially picks up ink from the anilox roll and transfers it to the surface to be applied. The majority of printing plates used in flexo printing technique is photopolymer whereas rubber plates have been widely used in the past. Rubber plates were molded and shaped by hand or laser. Its most significant disadvantage was the uneven thickness distribution.
Photopolymer printing plates are made of photosensitive material that react to ultraviolet light. It is recommended that this type of plates should be kept away from light or stored in a closed box. Because UV light is extremely harmful to all photopolymer plates.
The photopolymer printing plates are more stable than the rubber plates and have a smoother surface than rubber. In addition , they pick up less ink than the rubber and transfer it at a higher rate. The main types of the photopolymer plates are in precast sheets or in liquid form.
The rubber or photopolymer plates are secured to the mounting material (which may be plastic or mylar) using a liquid adhesive or a double-sided adhesive tape. In order to prevent a leakage between the plate and the mounting material , the edges of the plate are sealed with a liquid solution or tape.
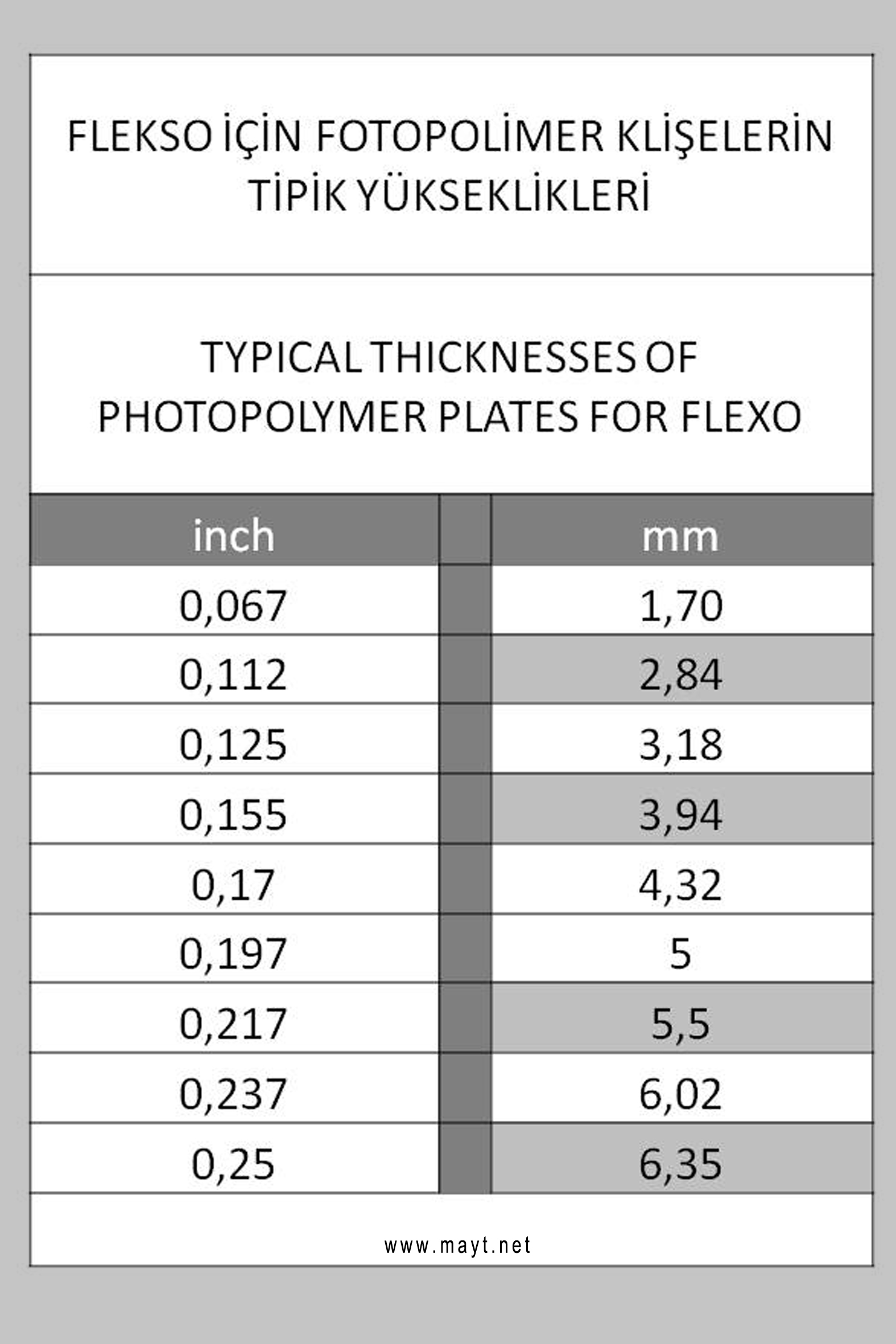
Cliches tend to be warped. Stresses occur when the flat printing plate is mounted to the cylindrical surface. This results in the formation of heights and lowness in large images. Small dots can be printed long. Wavy wear may occur. When the pressure of the anilox roll is increased to transfer ink to the nonprinting areas , “flooding” occurs between the screen points. The negative effects of warp can be reduced by using a thin printing plate. A compressible material may be used under the printing plate to remove the gap for controlling image quality. It has two advantages : it minimizes the warp effect of printing plate and keeps the extra printing force required for printing on warped corrugated board. Each printing plate is manufactured for a certain roll size and should only be used in this size.
The stick on the edge of the mounting film on which the printing plates are mounted is attached to the slot on the plate cylinder. The other end of the stretching bands , which are fixed to the rear edge of the mounting film , is also stretched and inserted into the slot on the plate cylinder.
The printing plate mounted films are stored either on the side of the machine or on the racks in the cliche room. The printing plates should not be stored in a horizontal position.
2019/10
✿❀✿

The Communication Tool of the Boxes : Printing
1. About Anilox Rolls …
The only way that provides information about the contents of the corrugated boxes , advertises it , makes warnings on the necessary issues, in other words, which enables the communication of the box with the consumer, is the printings on the boxes.
Each of the flexo printing units of the converting machines that convert the corrugated board into boxes is an independent printing system. The subsystems of the flexo printing units , which are designed as top or bottom printing , can be listed as follows:
- Ink system
- Anilox roll system
- Printing plate cylinder system
- Impression roll system
- Pull rolls system
In this article, chrome-plated and ceramic-coated anilox rolls , which play an important role in flexo printing mechanics, will be examined in detail.
The main purpose of using anilox roll is to transfer a controlled amount of ink to the printing plates. The ink is conveyed through the cells of the roll. Anilox rolls have essentially a seamless steel tube body , and transfer the ink from the rubber roll to the printing plates by means of its cells.
In chrome-plated anilox rolls, the cells are mechanically engraved onto a seamless steel tube. Those cells have either a pyramid or a quadrangular design. The engraving process is carried out very precisely with the help of a milling cutter. After engraving the anilox roll cells , a thin layer of nickel is coated. The final step is the chrome plating of the cylinder. Chrome plating helps to prevent corrosion and wear and enables a better ink transfer.
The ceramic used in anilox rolls is a very hard material and prevents the surface wear of the roll while extending the life of the cylinder. Seamless steel tube is used in laser engraved ceramic anilox rolls as in the other anilox cylinders. The cells are engraved by burning on the ceramic material with the help of a laser beam. In chrome-plated anilox rolls , the cells are mechanically engraved in pyramid or quadrangular shape , while the cells are formed as more rounded craters in the laser engraved ceramic-coated anilox rolls. The ceramic-coated anilox rolls can last up to five times longer than the chrome-plated anilox rolls with the right care. Nowadays , the cells are positioned at an angle of 60 degrees to enable more ink transfer from the cells , leaving less space , while they are positioned at a 45 degree angle in the conventional anilox rolls.
The number and the volume of the cells on the anilox roll should match the type of printing to be performed by the converting machine. In general, fine detail printings require a high number of screens. Increasing the screen count per centimeter on the anilox roll surface means smaller cells. Smaller cells transfer less ink , allowing more detailed printing.
Anilox rolls must be kept clean in order to carry a sufficient amount of ink to the printing plate. If cleaning is not done properly , the dried ink will accumulate on the bottom of the cells and reduce the amount of ink that the anilox roll can transfer. The chrome-plated anilox rolls are cleaned with a soft wire brush , while the ceramic anilox rolls can be cleaned with a stainless steel wire brush for good cleaning of the cells due to the hardness of the ceramic.
2019/09
✿❀✿

The Variation in Preference for Linerboard
Linerboard , which is one of the two main types of paper used in the production of corrugated board , is classified as kraftliner or testliner , respectively, depending on whether they are produced from virgin pulp or waste paper as raw material.
Kraftliner is preferred more than testliner, especially in refrigerated / humid environments due to the physical strength and high moisture resistance of the long fibers contained therein. On the other hand , as it is known that kraftliner is an imported paper while testliner is produced in our country.
Testliner has been produced in our country for many years. However , kraftliner has kept the first row among the liner type of papers used in our corrugated industry for a long time. There are , of course , many reasons for this result. The weak specs of the produced testliner paper , the preferences of certain segments for not taking any risk during their export process (i.e.: fruits and vegetables) , and the requirements of specific segments (i.e.: tobacco) can be mentioned as the first ones. When the Ishikawa diagram is used to identify its root causes , it will be noticed that the major factors affecting the results are the quality of the waste paper (collection, sorting, dispatching) , the paper production technology (old technology, high cost) , and the transportation conditions of the finished products (technical features of trucks and trailers , tracking options).
Looking at the consumption of kraftliner and testliner by OMÜD * members between 2011-2018 , it is remarkable that the kraftliner, which kept the first row in linerboard consumption list , lost this title to testliner after 2013. (Graph.1) As of 2014, the amount of testliner (including white) in total corrugated paper consumed exceeded the ratio of kraftliner (including white) , and the difference was bigger in 2018.
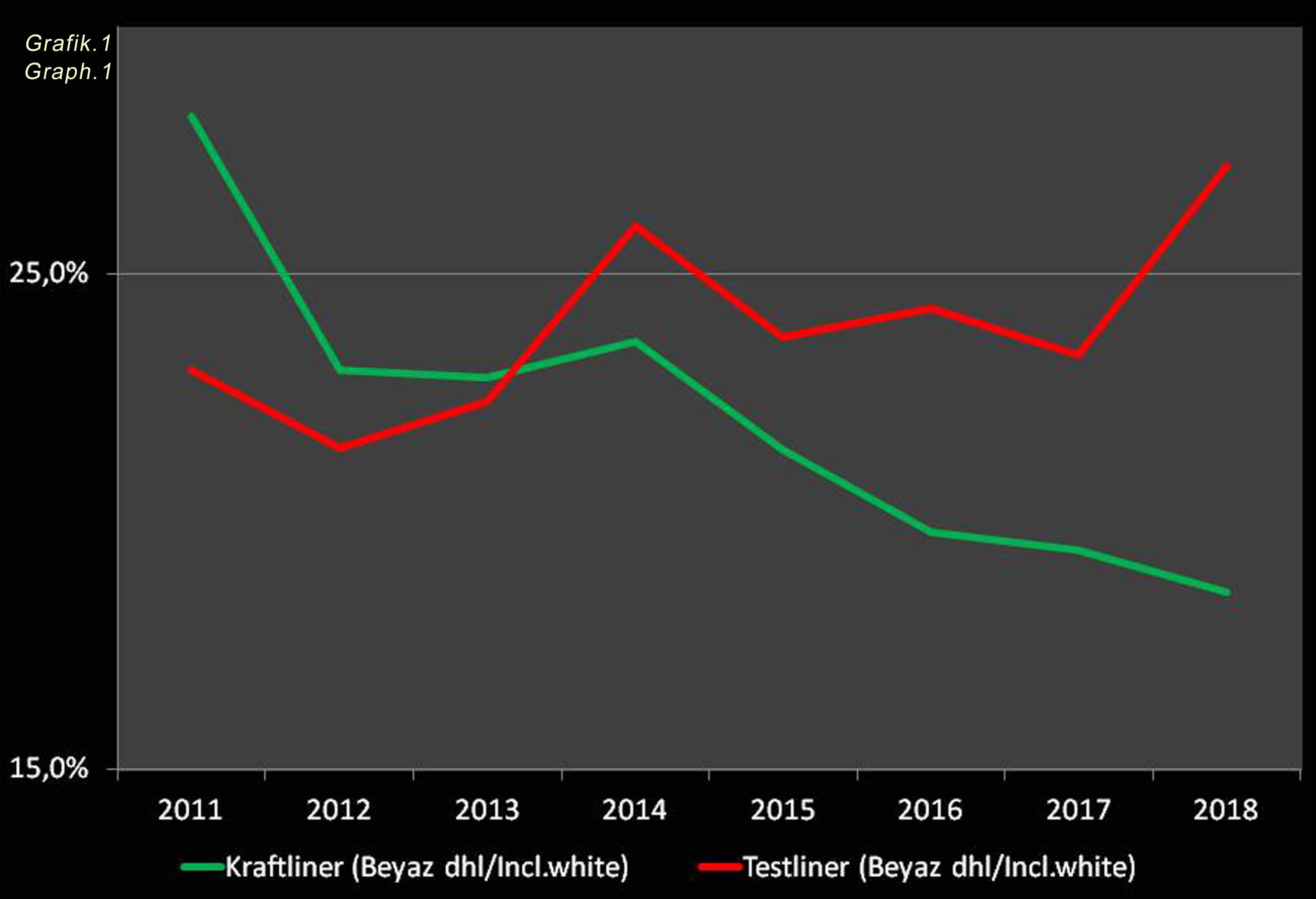
It is useful to have a look at what other parameters have also changed in order to understand the proportional advantage of testliner to kraftliner in total paper consumption by 2014. In this respect , the production capacity of corrugated paper in our country is important. In fact , the remarkable increase in the production capacity of corrugated paper was realized in 2014. This is followed by a second capacity increase in 2015. (Graph.2)
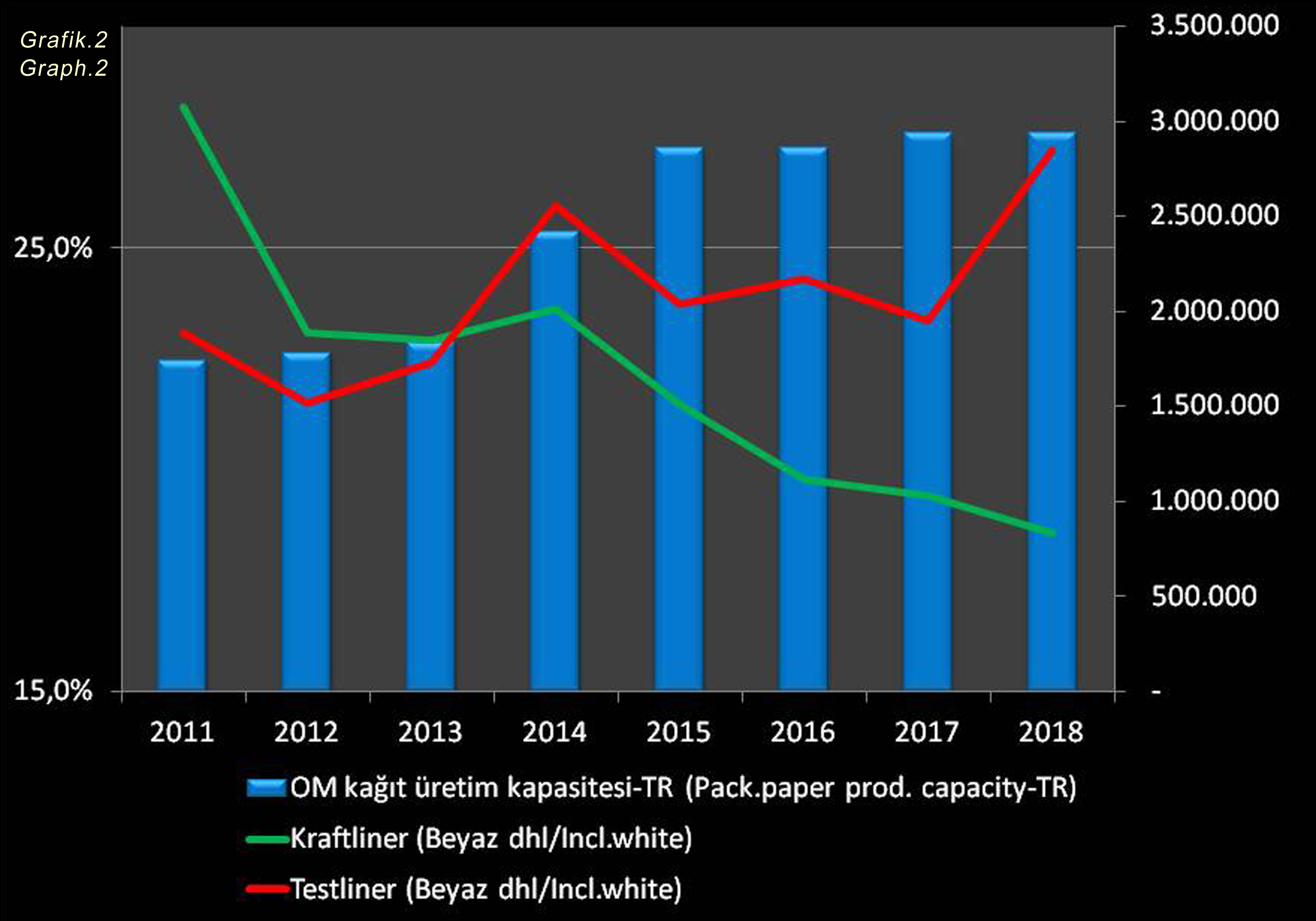
In the meantime , new paper capacities have been started up in our country , and thanks to the state-of-the-art technology of the new paper machines , certain improvements have been made in the specs of the papers produced. Furthermore , the skillful handling of waste paper by corporates , production of kraftliner substitutes , the trailers equipped with technological components in transportation business , and the truck tracking platforms also contribute to the result. Such improvements will undoubtedly continue.
Testliner paper produced by new and modern machines seems to be preferred due to its both specs and relatively low cost. It is also worth to remember the high import costs which helped to increase the gap between the testliner and the kraftliner last year.
*OMUD members represent 72% of local market (in tonnes) (2018)
Sources : OMÜD , SKSV
2019/07
✿❀✿
Main Drivers for Domestic Containerboard Price Changes
Domestic containerboard prices , which were variable at a certain range for many years , have started a strong climb by changing its steady trend since the last quarter of 2016. This hike was turned into a downward trend after reaching the peak in the last quarter of 2018. Looking at the first quarter of 2019, paper prices are again trying a new climb.
The price changes of domestic containerboard continue to affect the corrugated board producers directly. Since the recycled paper is crucial with its share up to 70% of the corrugated board cost, it is important to take a closer look at main drivers that trigger the price changes.
i) One of the main factors triggering the price change of domestic recycled paper is undoubtedly the supply-demand balance in the market. When the market is loose and the production slows down , the prices can go down to very low levels in order to meet the fixed costs , and the prices cannot be increased until the markets get tight and the demand increases. In the tight market conditions , the price hikes can be realized much more frequently.
ii) The variations in raw material prices are one of the main factors that force the price of paper to change. The up or down price trend of waste paper, which is used as raw material , is a required condition for changing the price of recycled paper , but it may not always be a sufficient condition. Any change of the recycled paper price is triggered by the support of supply-demand balance variation in the market. In other words , the downward trend in raw material prices may not directly trigger a reduction in paper prices if the market is tight and the demand is felt strongly.
iii) Energy , which includes natural gas, coal, fuel-oil to produce steam used in paper mills and the electricity , is another important cost component. In the paper industry, energy costs have a share around 20-25% of total production costs.That’s why , energy prices are also among the top factors that may trigger the paper price changes.
iv) The costs of imported chemical materials, which are inputs for the paper industry , depend on the value of TL against Euro and USD. The exchange rates may be among the factors triggering the change of the cost , and thus the paper sale price.
v) Because a certain amount of recycled paper is imported ( 590K tons in 2018) while it is also produced locally , domestic producers may need to be more careful in making a decision on product sale prices in order to create a competitive advantage , especially in periods of low exchange rates. As a result of their strategy for presence in Turkish market , the pricing policy of some paper producers abroad can also be influential in price changes of the domestic recycled paper.
Sources: ISO (Paper and Paper Products Production Industry) – SKSV (Annual Reports)
2019/05
✿❀✿

The Analysis of Waste in Corrugated Box Production
Certain parts of raw materials such as paper and glue (starch) , which are used as basic inputs for the production of corrugated boxes , cannot be converted into a salable product due to a variety of reasons in the process , and they become waste. The waste has an effect on the production costs and helps to increase it. For the reduction of the production costs , some precautions should be taken to meet the minimum waste targets by tracking it closely.
To reduce the waste in corrugated board production , it is useful to check the main sources of the waste , whether it is controllable or uncontrollable. So , it is necessary to analyze the waste in two main groups :
1.Controllable Waste
2.Uncontrollable Waste
As it is understood by the heading, all focus must be concentrated on the controllable waste. It will be possible to make a significant improvement in the production cost if the waste ratio is reduced to the lowest level and kept under control by the precautions to be taken and the improvements to be made. Therefore, by a closer look at the components of the controllable waste , the steps to be taken will become clearer.
The factors to form the controllable waste can be categorized as follows :
I.Total Corrugator Waste
The factors that form the total corrugated waste include :
Ia. During the transportation/loading/unloading , damage on the upper layers of the paper reels due to the wear on the surface of the forklift attachment and/or excessive clamping of the paper reels leads to waste because these layers cannot be used and peeled off before they are handled in the corrugator. It is rare to see this type of waste in the products of paper producers which make outer packaging for the paper reels.
Ib. The amount of paper left on the reel core also creates waste. Of course, the paper on the reel should be consumed as much as possible. However , some operators -also depending on the equipment they use – leave quite a long piece of paper on the reel core to avoid any problems when they are close to the end of the paper reel , and change it with the new reel.
Ic. Detected faulties in corrugated board which comes out of the corrugator also cause it to be separated as waste. Namely, the corrugated boards are also removed from the production line and treated as waste when the delamination is detected.
II.Total Corrugator Side Trim
During the production process , a certain amount is cut from the edge of the board on the corrugator. This part becomes waste , too.
III. Total Converting Waste
A certain part of the semi-finished products , which is processed in the converting section to produce the corrugated box , is separated as waste because it cannot be acceptable as a salable product due to the printing defects, cutting errors and various other production defects.
Uncontrollable waste is the loss due to the technological necessities , not because of defects or faults during production process. It is considered as uncontrollable waste during the production of corrugated boxes in the die-cutting machines at the converting section,
The correct calculation of the waste ,which directly affects the cost of production, is the first step for the actions to be taken as precautions. For this purpose, the waste materials ,which are accumulated in a container placed next to each potential waste source, are then weighed, recorded , calculated the percentage , and tracked on time basis. In order to achieve the minimum waste targets that will be defined , it is possible to have a cost reduction and the production efficiency by taking advantage of a good teamwork and having the improvement measures.
2019/04
✿❀✿

The Weakest Link of Paper Recycling
The role of paper in daily life is unquestionable. The recycling of the paper, which is used in almost all areas, also contributes to the responsible consumption of limited resources against the increasing world population. However, it may be possible to gain positive results by paying attention to some points in the recycling process.
World paper and board production in 2017 was approx. 412 million tonnes ; China with the production of approx.113 million tonnes , USA with the production of approx. 72 million tonnes , and Japan with the production of approx. 26 million tonnes managed to rank in the top three. In Turkey , paper production was 4.3 million tonnes while the consumption was 6.3 million tonnes in the same year.
The main raw material of the paper is pulp and/or waste paper , whose shares are 25% for pulp and 75% for waste paper. This takes the recycling of waste paper to a very critical point. The paper recycling rate is above 70% in EU since 2013 , and it increased to 72.3% in 2017. The EU commitment is to reach a 74% paper recycling rate by 2020. This ratio was 67.4% in North America and 52.6% in Asia in 2016. In Turkey , paper and board recycling rate has exceeded 40% level since 2015 , and reached to 52% in 2017.
Since the production of pulp, which is one of the main raw materials of paper, is a very small quantity in our country , almost all of the required pulp is imported. For the waste paper, the situation is different. Most of the required waste paper is supplied domestically and some of them are covered by imports. (Graph.1) Therefore, it would be useful to focus on the recycling efficiency of waste paper.
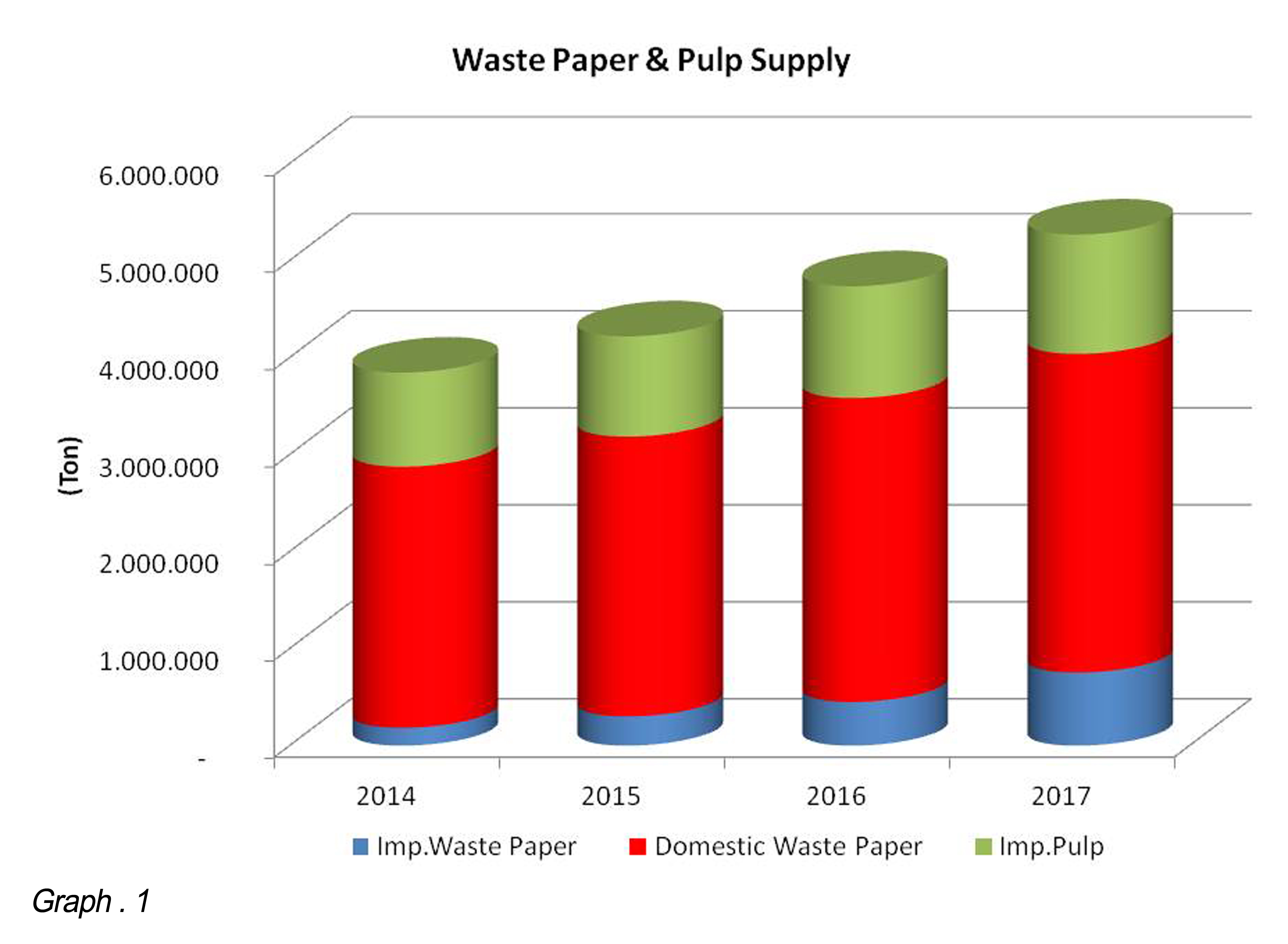
In our country , the amount of non-recycled paper , which is mixed with household garbage after its daily use , is at a level that cannot be underestimated. With an approximate calculation , the colored areas on the map shows the amount of the waste paper mixed with household garbage (Figure.1) , and its certain part is recycled.

Principally , recycled waste paper will not be adversely affected with other materials (oil, ink, chemicals , etc..) and its fibers can be utilized in high yield when the paper based products used in houses are collected in a separate bag without mixing with the household garbage , and taken out by an allocated municipality truck from the houses on a certain day of the week.
Otherwise , the waste paper , which is dispatched to the paper mill , cannot be used at all since it cannot achieve the desired raw material performance or it requires the use of extra chemicals because of the most part of the collected waste paper is thoroughly mixed with the garbage and the fiber property is damaged.
Although there are some municipalities that collect paper wastes on a certain day of the week from the houses as a model of separation of wastes at source , increasing the number of this practice will undoubtedly benefit. In this way, the quality of the waste paper dispatched to the paper mills will improve and the recycling efficiency will increase.
By taking into consideration not to pollute the nature and the careful use of the resources , the need for a change to a new perspective and habits for the present and the future is becoming more and more important.
Sources:
* İSO (Paper and Paper Products Production Industry)
*SKSV (Annual Reports)
*AGED (Regional Recovered Paper Inventory Report)
*European Paper Recycling Council (Monitoring Report)
*TÜİK
*OMÜD
*FAO
2019/03
✿❀✿
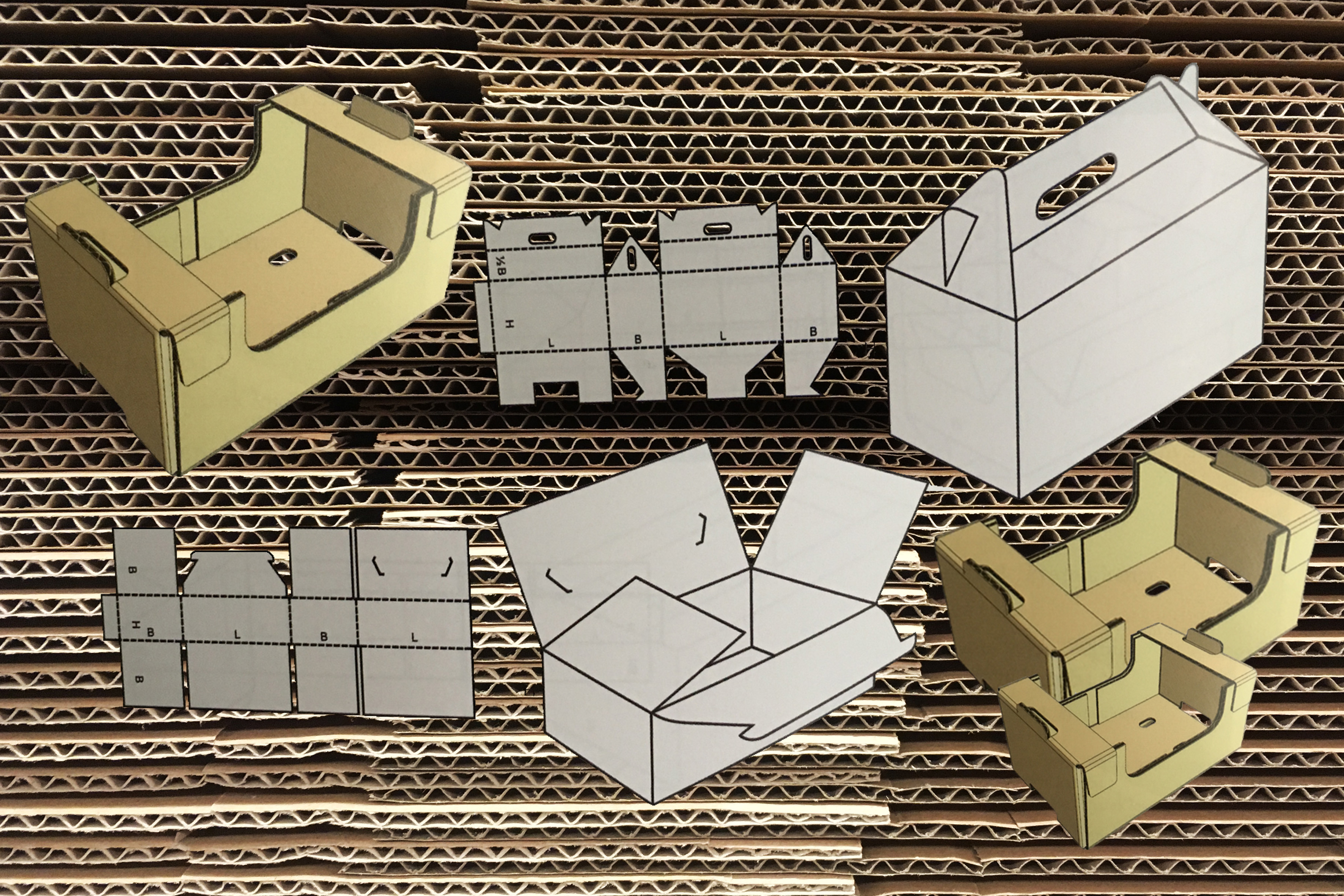
Flatbed Die Cutter vs Rotary Die Cutter for Corrugated Boxes
Following the production of corrugated board , certain processes such as cutting and printing are necessary to convert it into the boxes of different designs as requested by the customers. The cutting process, which is necessary to form the box by folding the board in accordance with its design, is a precision process. Boxes with specific shapes , other than the regular slotted boxes (RSC) , are manufactured by die cutting.
There are basically two different methods of die cutting. Flatbed Die Cutting and Rotary Die Cutting have some advantages and disadvantages to each other. If a die cutting investment is planned in corrugated board manufacturing facilities , the decision to be made for the type of the machine is linked to the market which the machine will mainly serve , and the types of boxes to be produced. If we take a closer look at both types of cutting , the differences will be more clear.
In flatbed die cutting machines , simply , the corrugated board is stamped out using steel rule dies and the vertical movement of hydraulic presses. Their operating costs are more favorable with lower tool and die costs. Generally, it is a good choice for short-run orders (small-volume orders) and very detailed small boxes.This method also allows for faster hole and scrap material removal.
In the rotary die cutting machines , simply , the corrugated board (sheet) is fed by rolls and passed through the rolling die which cuts the shape of the box. Rotary die cutters are faster than flatbed die cutters. For this reason, automation and synchronization of machine output are important as the product and waste accumulation can be much faster. They are generally preferred for long-run orders (high-volume orders) , and have higher cutting accuracy.
Finally , in the feasibility study, the information for the key points such as the target market , the type of boxes to be produced , and the machine speed to be needed will help to select and use the appropriate machine.
Both of the above-mentioned die-cutting machines can also be installed in-line with the flexo printing units, allowing the cutting after printing in the same line.
2019/02
✿❀✿
Common Targets
The first weeks of the year are often busy for the employees of many companies. One of the reasons for this rush is the need to set up the personal business targets for the new year, to agree on the goals with the manager , and to keep these goals written as a hard copy or in a software platform.
Following the definition of the targets , it obviously helps to analize the reasons if some of the targets are not achieved.
It is necessary to define the targets with the SMART (Specific / Measurable / Attainable / Realistic / Timely) features to make objective comments later.
However, if the company goals can not be spread over all employees and they do not adopt it , this makes a great difficulty in the organization. As this is a teamwork , everybody can row for the same direction and feel the same excitement with the ability of moving as a single body , if and only if all the team members can clearly understand the main target of the team.
In those years when the personal targets were not defined in a standard format , many companies achieved significant success , and the owners of that success were the employees at all levels of those companies. Although the targets were not individually set, team members knew the main goal very clearly and adopted it. So, all efforts were for the same direction, and everyone tried to do their best by trusting one another.
If the company does not achieve its goals, it will not make much sense for some employees to reach their individual goals.That is why , prior to the individual goal setting process, making the company’s short-term goals clear for all its employees by using visual materials to raise the awareness will make a significant contribution to the process, which flows from a collective target into an individual target , like a branch of a tree.
2019/01
✿❀✿

Tracking Management of Paper Imports
In our corrugated board industry, which has to import certain types of paper as a raw material from abroad, it should be the main target to reach the optimum paper stock levels instead of keeping the levels higher or lower , because the paper is the largest portion of the cost structure. This was already detailed in my article “ Paper Stocks”. Now , we will focus on the importance of the close tracking of the paper imports, which directly affects the buyer’s inventory and cash flow , through the journey from the producer to the warehouse of the buyer.
It is of great importance that the corrugated board producers, who regularly import different grades of paper from different countries, should track their ordered cargo frequently.
Imported paper orders, which are sent regularly each month, are confirmed by the producers and produced with respect to a certain production plan , and then the containers are dispatched following the organization of both the required containers and the vessel through the logistics companies. The buyer , who has been informed late about the dozens of containers arriving at the port of destination and the others to follow , may not have been able to arrange the cash flow required for clearing the containers through the customs or have not been able to organize their warehouse. Facing up this situation unexpectedly also causes a considerable amount of demurrage costs with the high port storage fees that will be created by dozens of containers stacked on top of each other at the port , and waiting to be cleared. This will further disrupt the cash flow of the buyer, and will also adversely affect the competitiveness by increasing the cost of the imported raw material extremely.
To avoid such a problem, it is of great benefit to track the entire process from the very beginning with dynamic data. In other words, it is crucial to track the info such as the date of departure of paper from the port of origin , the current route of the vessel , the date of departure from the transshipment port , ETA (Estimated Time of Arrival) in coordination with both the producer and/or agent and the container line , and the latest data must also be shared with the finance department, the warehouse , the truck company , and the customs broker. Thus, having up-to-date information by all stakeholders makes it possible to clear the containers through the customs smoothly and quickly. In particular, prior to the long public holidays , tracking those information cautiously and making a plan in advance for the containers on the way prevent the possible high port fees and the demurrage costs.
In a globally competitive market , low cost is critically important. A detailed planning study can minimize the high port fees and the demurrage costs which are among the factors that negatively affect the cost of the imported paper.
2018/12
✿❀✿

The Pulp and The Sustainable Forests
One of the two basic raw materials used in paper production is waste paper and the other one is pulp. The pulp is produced from different species ( broad-leaved , coniferous ) of trees by different methods ( mechanical, chemical…)
The total pulp production worldwide was 181 million tons in 2016, of which 36% was produced in North America and about 25% was produced in Europe. Approximately 76% of the total pulp production was chemical grade , and 18% was mechanical grade. (1)
By taking into consideration the average yield figure of 50 percent , (pine, spruce / beech, birch, apsen…) 1 ton of dry wood will produce half ton of dry pulp.(3)
In 2014, more than 180 governments , non-governmental organizations and corporations signed the New York Declaration on Forests by aiming to end the natural forest loss by 2030. Sustainable forestry , which is the focus , is mainly based on the proper management , reforestation and cultivation of forests , and its standards were determined in 1992 by the United Nations Conference on Environment and Development. FSC (The Forest Stewardship Council) and PEFC (The Program for the Endorsement of Forest Certification) analyze the pulp and paper industry whether their practices meet the sustainable forestry standards , and certifies. Three-quarters of the globally certified sustainable forest areas are located in North America and Western Europe.(2) With certified forest management, new trees planted instead of cut trees continue to absorb carbon while growing. Several paper companies who manage industrial forests for pulp wood have policies of planting two trees for every one they harvest. (3)
The certified forest area is approx. 307 million ha, which corresponds to 8% of the total forest area around the world, that is 3,9 billion ha.
Canada, USA, Finland, Sweden and Russia rank among the top 5 countries in the certified forest area list. (4)
Sweden’s total forest area , which is one of the leading countries in paper industry, is 56% of the total country area , and it is 72% in Finland. (5)
Compared to the figures in our country, our total forest area is about 22 million ha, which is 28% of our country’s surface area. The cities , which have 75% and larger bare land area (ha), are Adıyaman, Afyon, Ağrı, Ankara, Bitlis, Çankırı, Diyarbakır, Edirne, Elazığ, Erzincan, Erzurum, Eskişehir, Gaziantep, Hakkari, Kars, Kayseri, Kırşehir, Konya, Malatya, Mardin, Muş, Nevşehir, Niğde, Sivas, Tekirdağ, Urfa, Van, Yozgat, Aksaray, Bayburt, Kırıkkale, Batman, Ardahan, Iğdır and Kilis while the cities with a normal forest area of 50% and more are Zonguldak and Karabük.(6)
In 2017 , Turkey consumed about 1,073K tons of pulp , while importing about 1,227K tons of pulp. (7)
Sustainable industrial forests are needed for pulp , and the pulp is needed for some types of paper and paperboard.
(1)Statista
(2)American Institute of Chemical Engineers (AIChE)
(3)US Dept.of Agriculture , Forest Service, May 1980
(4)The Programme for the Endorsement of Forest Certification (PEFC)
(5)Puuinfo Oy ,The Finnish Timber Council
(6)Republic of Turkey General Directorate of Forestry
(7)SKSV
2018/11
✿❀✿

The Boxes are Ready !
The general practice in Turkish corrugated board industry is to deliver the final products to the customer’s warehouse, except for some special cases. However, these products are not produced in advance and not displayed on shelves as they are designed and produced according to the customer’s requests just after the order is received. That’s why , the most critical part of the process is to deliver the final product to the customer on time. Delays in delivery may affect the customer’s production flow negatively , as well as the mood of both the customer and the manufacturer.
When the reasons of late deliveries are analyzed , three key factors appear :
- Raw material problem
- Production line problem
- Transportation problem
1-Raw material problem :
In the corrugated board industry, 6 basic types of paper (Table.1) are used, some of which are not produced in our country. Each manufacturer keeps certain grades of paper in stock by analyzing both the customer portfolio and the potential orders to be received. However, the insufficient amount or the lack of the needed paper in type-basis weight-width combination (See also: Articles>Paper in the Warehouse) in stock as a result of the dynamic world of the economy and the sudden changes in the global markets , generates a crisis.Therefore, the fact that the paper required to produce the received order is not available in stock as quality and/or quantity is one of the root causes of the late delivery explained in the first paragraph.
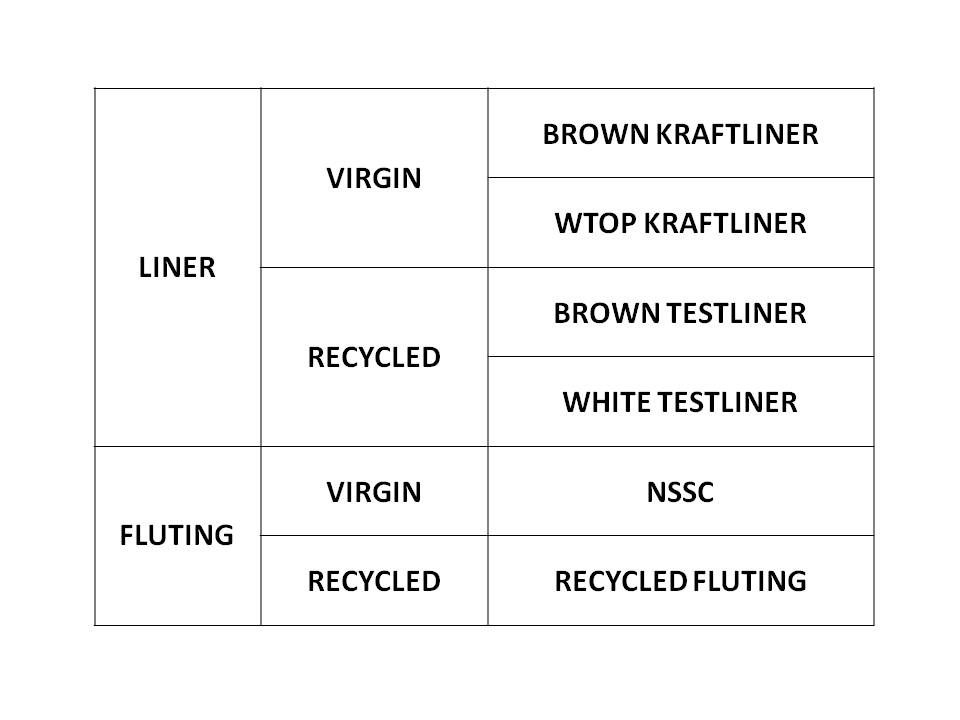
2-Production line problem :
An unplanned stoppage in any of the machines that will produce the orders will delay the whole process because it will cause a significant waste of time. If the problem is analyzed by the fishbone diagram , it is possible to find many factors such as inadequate maintenance of the machines , lack of critical spare parts in stock , problems in supplying spare parts , lack of training/experience of the operator, etc. As a result, such a delay in production causes a delay in delivery of the product.
3-Transportation problem :
Even assuming that the first two root causes do not arise , a potential problem of transportation may cause the annoying result. Firstly the forklifts and then the trucks begin to perform while the final product is waiting to be shipped in the warehouse.
Since the corrugated board is light and bulky, it is preferred to transport it by trucks equipped with specially designed sliding curtains instead of standard truck chassis.
It is a potential reason for being late of such trucks which come from a different route instead of waiting at the plant for loading. Reasons such as a mechanical failure of the truck on the road , tire change , stopping by the garage in the industrial zone , and not informing the related parties , make the product impossible to be delivered to the customer at the appointed time.
By working separately on the three key factors explained above in detail , and improving them , helps to minimize the risk of not delivering the final product to the customer on time. Afterwards , it is necessary to control the progress by continuous measurements , and take precautions when needed.
2018/10
✿❀✿
SEKA …
Nowadays , it is possible to hear the name of SEKA again due to the tight newsprint market. So , the slide which shows the locations , start-up date , products , capacities , and the end of those SEKA pulp and paper mills , will be useful for those who are interested in the recent past of the paper manufacturing in our country , hopefully.

(Seka Tarihi,1996)
2018/08
✿❀✿

The Corrugated Board and the Seasonality
Corrugated boxes are environmentally friendly type of packaging that protect, transport and promote almost every product except energy and mines.
Not only industrial products but also agricultural products are packaged in corrugated boxes. For agricultural products , the seasonality effect comes to mind right away. Different conditions, such as seasonal drought or heavy rainfall, whether crop yield is higher or lower for that year, or the real market value of the crop, also increase or decrease the need for corrugated packaging. However, under normal circumstances, the demand for corrugated packaging increases statistically during the high season of certain agricultural products.
If we go through the examples, May-June for cherries, July-August for grapes, September-October for lemon and October-November for orange can be considered as high season, while these periods vary according to the type of the fruits and the cultivated locations. In the high season , corrugated packaging plays an important role , particularly in exports. Additionally , June-August for apricots and July-August for figs corresponds to the peak season. It is intended to meet the corrugated box requests timely by keeping different types of papers in stock which are required to produce the special designs of corrugated boxes for each type of fruit.
The corrugated board industry, which serves different industries to pack their different products , behaves as a mirror of the market. Therefore, the seasonality effect is not limited to only agricultural products. For example, end of the semester at schools and the beginning of summer vacations make a change of some consumption trends. This change, both in quantity and quality, can also be monitored on a geographical basis. Some products that are not consumed so much in winter are consumed fast in summer, so the need for corrugated packaging of these products also increases much more in summer than in winter. Religious holidays should not be forgotten as a seasonal effect. Increasing or decreasing demand for certain foods during these period of time creates variations in need of corrugated packaging.
2018/08
✿❀✿
Obese Companies
Obesity is a widespread health risk to human throughout the world , and makes us feel its presence more and more. While Juan Pedro Franco (Mexico) holds the record of the heaviest living man with a weight of 594 Kg (*) , Pauline Potter (USA) is the world record holder for the heaviest living woman with 293 Kg.
Obesity, which is an important health problem for people, is also a critical issue that can be hidden sneakingly in some manufacturing companies. Some typical indications of such companies , which can also be present in the paper and packaging industry as well as in many industries , may indicate that those companies are either shifting towards an obese structure or becoming completely obese.
Employing a quite large number of staff in different departments of the production company , late decisions due to a complex approval mechanism , higher level of stocks over a long period of time, higher amount of production wastes that are not reduced , unnecessary expenditures and misspent money , and similar indications help to consider that the company tends to be an obese , and even suggesting that it has already begun to gain considerable weight.
The economic situation , like an ocean , can be calm and quiet from time to time , occasionally stormy and wavy. Some companies which tend to the obesity begin to lose its agility and become clumsy without taking care of excessively high inventories , ignoring high amount of wastes and inefficiency , boosting the number of staff , and exaggerating the expenditures when the business is good and making money. They will not have the capability of rapid maneuvering when the storm blows at full force , and the waves become bigger. In such cases where higher movement is required , the backbone of some companies with too much weight can not withstand the severity of the waves.
Following the above parameters regularly and systematically , and taking the necessary precautions when the weather is clear and quiet instead of only stormy weathers , ensure the companies maintain their dynamic and agile structure without becoming obese.
(*) Guinness World Records
2018/06
✿❀✿
Top 4 Countries of Turkish KLB Imports in 2017
Turkey is a net importer country for kraftliner paper.
If we have a look at the statistics of kraftliner imported by Turkish corrugated board industry in 2017 , it is easy to notice that USA is in the first row with 58% share (mt) , followed by Russia , Poland , and Brazil.
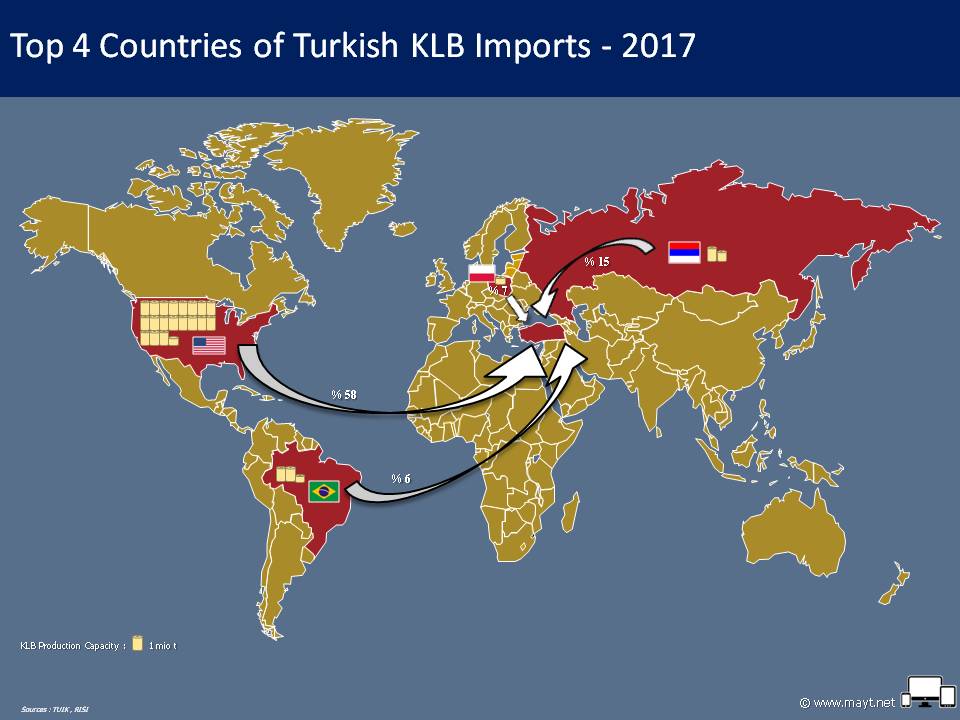
It is not a coincidence that those four countries take places at the top of the list. The total KLB capacity in the world is around 35 million tonnes, of which more than half are located in North America.
The role of paper logistics becomes more important as major part of the kraftliner imported to our country comes from far distances. Because of the high share of paper in the total cost of corrugated board, like other factors, logistics cost is also one of the factors that must be analyzed carefully.
Sea transportation is widely used for the shipping of paper imports from most of those countries. Therefore, it is important to deliver the paper to the final destination on time and without any damages. Otherwise , additional extra costs will arise due to the delayed containers or damaged paper.
2018/05
✿❀✿
Locations of Major Paper Mills in Turkey
Because of the process , paper is an industry that needs plenty of water.
That’s why , it was important to build the paper mills near streams or wetland areas in the past. Thanks to the developing technology, the consumption of fresh water decreased at a very high rate due to the waste water treatment efficiently , and reusing it in the process.

However, another important factor as much as water is transportation. Harbors play an important role in delivering both the final products and the raw materials.
It is no coincidence that paper mills are located close to the harbors in order to use the sea transportation, which has a competitive advantage for inbound and outbound logistics in the paper industry, due to the insufficient tracks of railroads in our country and the fact that road transportation is an expensive option.
In particular, being close to the ports creates an important logistics advantage for the paper mills importing pulp from abroad or exporting paper abroad. There is also the same advantage for those paper mills which import waste paper from abroad due to the inadequate domestic supply in quality and/or quantity of waste paper against increasing mill capacities.
Other factors for the site selection of paper mills may be added as getting closer to the market , and presence at crossroads of main roads.
2018/05
✿❀✿
Antidumping Precautions for Kraftliner in Turkey
As it is known by those in the paper and/or corrugated board industry that some precautions are applied for import of KLB from certain producers. Kraftliner has to be imported in significant quantities since the real* kraftliner production has ended up with Seka in our country (*i.e.: in large volumes using unbleached sulphate chemical wood pulp). The investigation , including the possibility of implementing the precautions for new producers , was finalized.
A short summary will be useful for reminding the whole process till today.
Due to the request of OYKA Paper, Inc. , the dumping investigation which has been initiated by the General Directorate of Importation of the Ministry of Economy by the Communique No: 2014/26 on the Prevention of Unfair Competition in Imports for “unbleached kraftliner paper not exceeding 175 grams per squaremeter” from the United States of America , has been completed and the damping measures at the rates shown in Table.1 are applied by the Communique No: 2015/28 (July 14, 2015).
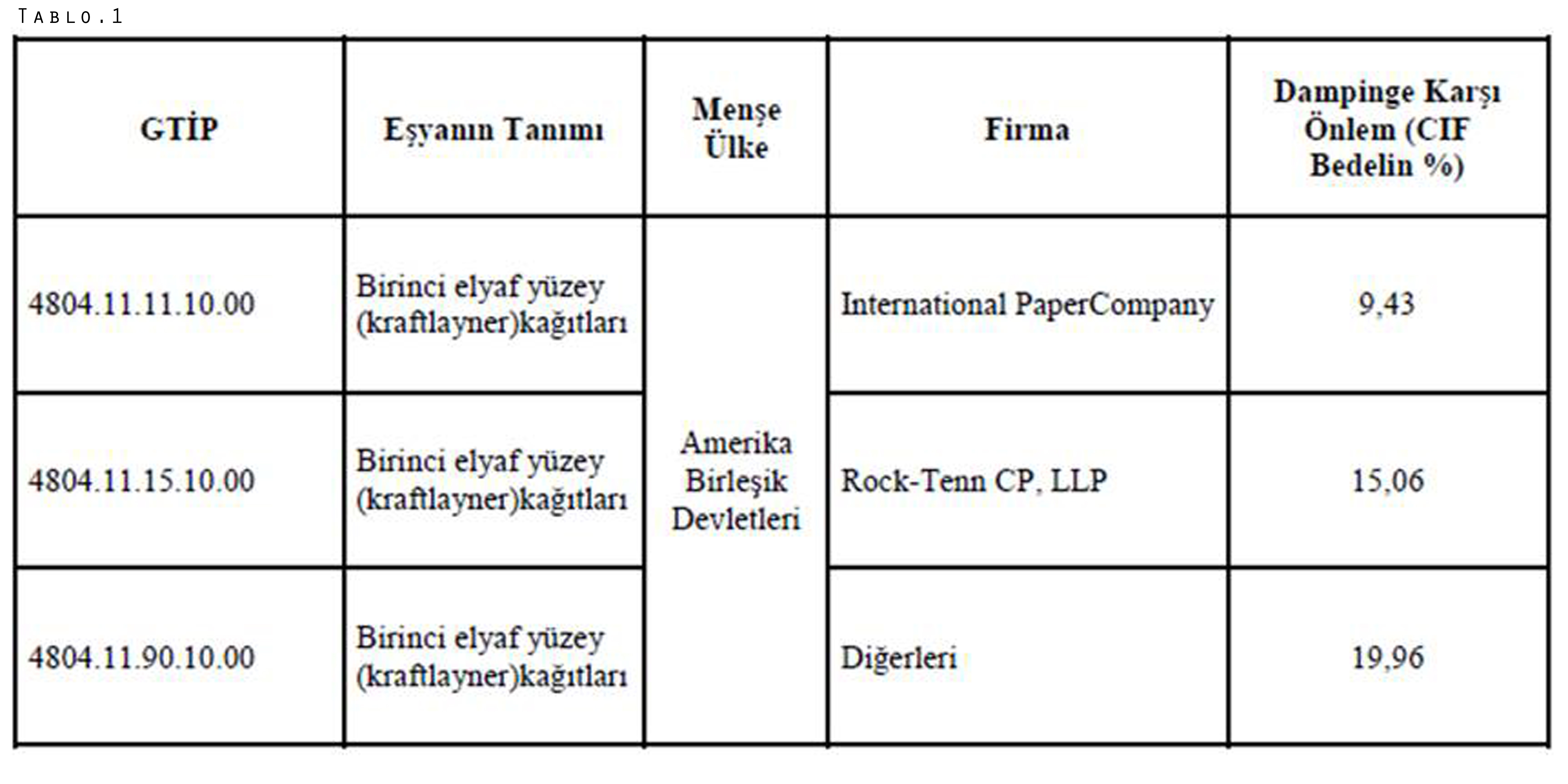
Later, as a result of finalizing the reopening dumping investigation , the measures against damping were put into effect at the new rates shown in Table.2 by the Communique No: 2017/1 (07 March 2017)
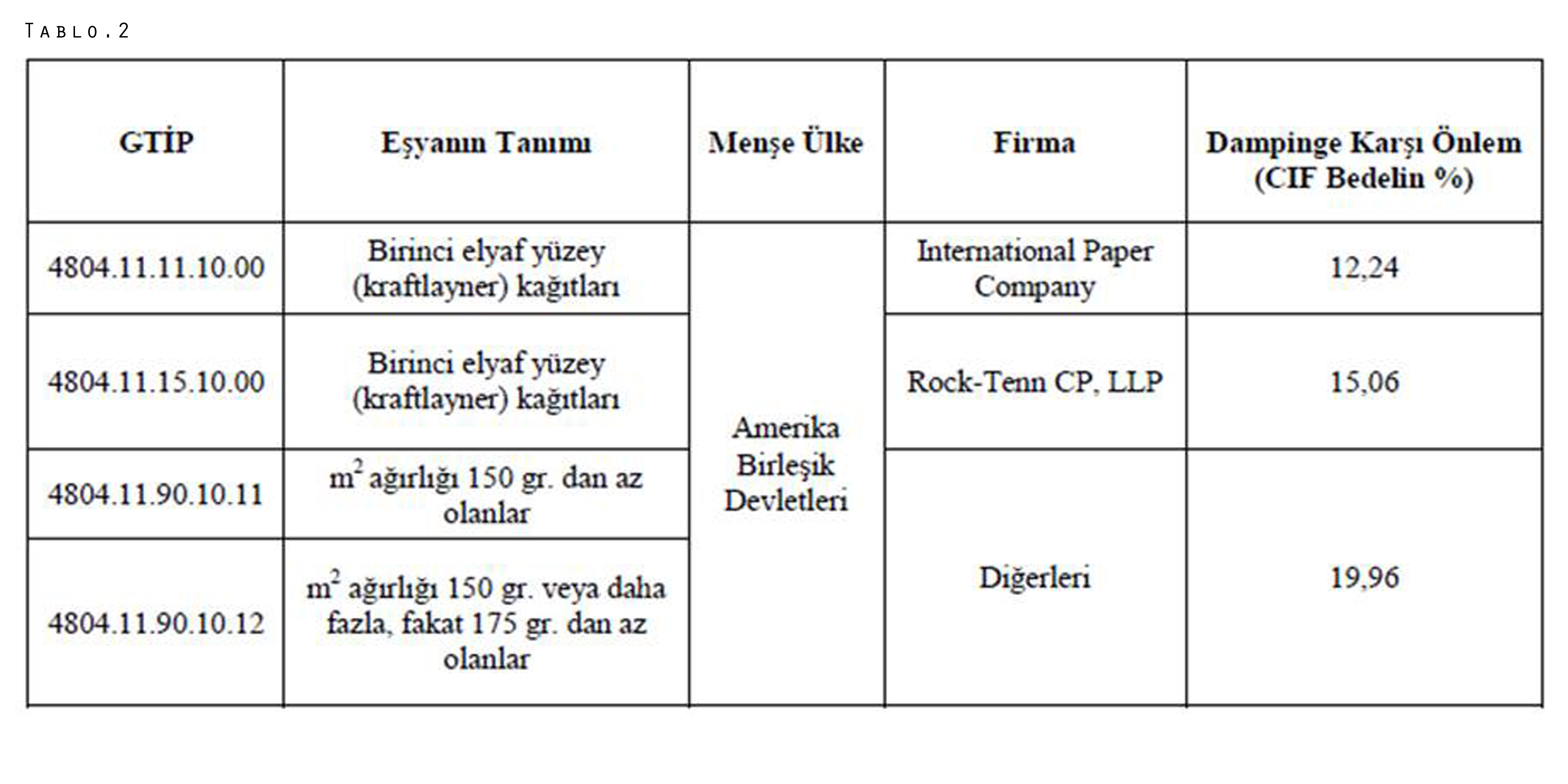
Due to the request of OYKA Paper, Inc. , a new dumping investigation was initiated for the imports of “unbleached kraftliner paper not exceeding 175 grams per squaremeter” from Finland, Russian Federation, Poland and Brazil , and the final declaration has been shared with interested parties. In the final declaration report, the dumping margins, calculated as a percentage of the CIF cost, were 85,86% for Stora Enso, 11,42% for Ilim Group, 16,12% for Mondi and 14,03% for Klabin.
After being presented to the Board of Unfair Competition in Imports for the final decision of the investigation report following the public hearing to get the views and the claims of the interested parties , the damping measures at the rates shown in Table.3 are applied.
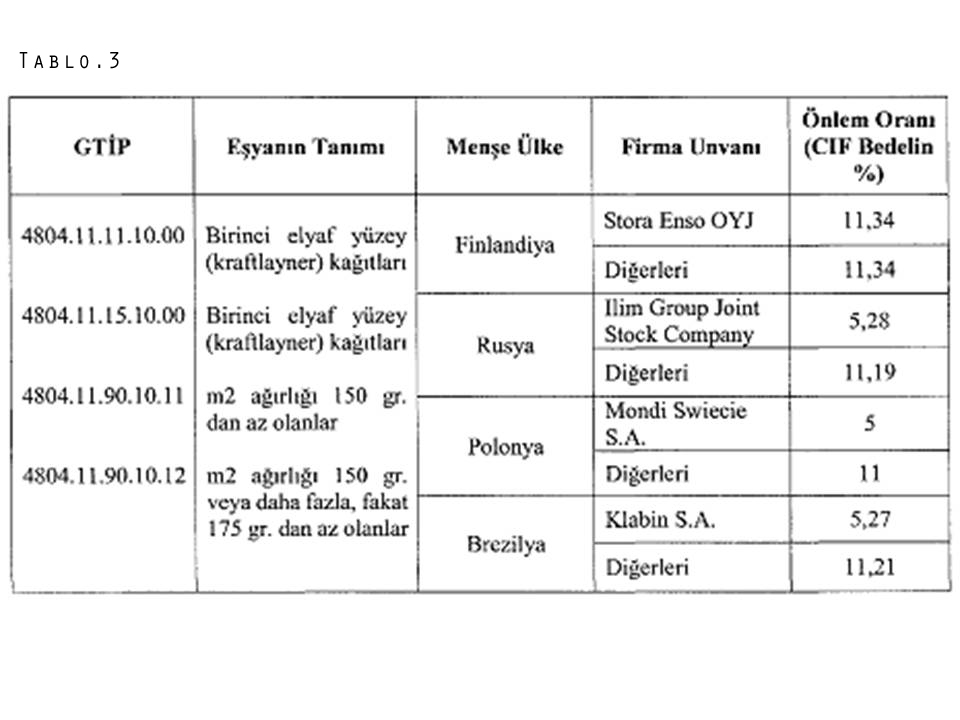
Turkey is a net importer country for kraftliner paper.
In the Turkish corrugated board industry in 2017 , about 330K tons of kraftliner paper were consumed. By contrast, domestic supply in Turkey is far below demand.
The total KLB capacity in the world is around 35 million tonnes, of which more than half are located in North America.
2018/04
✿❀✿

Paper on Board
Some types of the packaging papers have to be imported due to the lack of their production in our country.
It is very important to choose the correct shipping method for such papers that have to be transported from far lands. Paper is a substance that can easily be affected by external factors. Apart from factors such as odor and humidity, it can also be easily affected and damaged by physical impacts.
Although it is possible to be compensated for the damage of the paper , it is unfortunately not possible to replace that paper immediately.
Because of its many advantages, sea transportation of paper is a preferred method to carry it to our country. That’s why , it is enough to work with one of the shipping companies that have services between the port of departure of the paper , and the port of destination. However, there is a detail which is more important than this : To keep the paper undamaged as late as the paper rolls are used in the corrugator. This is proportional to the number of contacts by the paper rolls throughout the entire transportation chain.
When the shipment is done by using containers, the paper rolls are stuffed in the containers at the manufacturer’s site , and unloaded at the user’s plant to store it in the warehouse. In this case, two handling stages are finished.
If the paper rolls will be transported as break bulk, the manufacturer loads the cargo into the truck or train and ship it to the port. The rolls are unloaded there and loaded into the vessel holds. Following the arrival of the vessel to the destination port , the paper rolls are unloaded from the holds of the vessel and loaded on the trucks to be carried to the user’s plant. The truck arriving at the user’s plant is unloaded, and the paper rolls are stored in the warehouse. In this shipment , total of six handling stages are finished.
At each handling stage , there is a risk of potential damages due to either the operator’s knowledge and skill level , or the lack of using the correct equipment.
As a result , it is possible to reduce the risk of paper damages in shipments by a logistics flow which is designed to keep the number of handlings minimum.
2018/04
✿❀✿

Glancing at Chinese Pulp Market
Many presentations were discussed during the Shanghai International Pulp Week in March’18. Having a look at some important points can be useful without being lost in the details of the topics.
The Chinese economy continues to grow regularly with a GDP of + 6.9% in 2017, as also being the world’s largest paper producer and consumer. This makes all feel the effects of any change in the industry.
China’s paper and paperboard production reached to 1,25 billion tons in 2017. However, some important news from China was also noticed last year.
Waste paper prices up , Paper prices up, Pulp prices up, More strict environmental regulations , Waste paper policy changes, Mill shutdowns …
Both the changes in waste paper policy and more strict regulations, and the rise of the non-integrated mills, have increased the demand for virgin fiber quickly.
As of 2017, total waste paper imports decreased by -9.8% compared to the previous year, while imports of pulp (all grades) increased by +12.6%.
The reasons which led to this result are not limited with the above mentioned ones. 2017 was a record breaking year for the unplanned downtime. Additionally, the Chinese paper and paperboard industry is also careful to be more consolidated in relation with the concept of the “supply-side structural reform”, which was introduced by the China Central Economic Work Conference firstly at the end of 2015.
One of the remarkable points is the lower consumption of tissue per capita (5.7 Kg) in China. Its increase will trigger the tissue demand to grow. (N.America & Europe: 20 Kg)
More industrial consolidations and the structural optimizations in China may likely to be noticed in 2018. Furthermore, there seems no new global pulp capacity addition in the next three years. So , the tight pulp supply will also likely be continued.
Sources : IMF, CPICC , Asia Symbol , pulpmarket.ca ,China Paper
2018/03
✿❀✿

Somebody said Meeting ?…
If the time for meetings is removed from the total working time in the offices , it seems that there is not much left. There is no doubt that the vast majority of frequent meetings are necessary. However, will the managers who come together for the meeting always obtain the expected results when the meeting is over ?.
The efficiency of this process begins with the method of meeting announcement.
Except the urgent cases, it would be appropriate to announce a planned meeting earlier , preferably a week, may be even a month , instead of the “last minute” call in order to let the attendees prepare their plans accordingly. The announcement of the meeting should cover the meeting time and the place – or the teleconference information – as well as the topic and the agenda to be discussed which are necessary for the time efficiency.
It is too critical to utilize the decided meeting time very carefully. If the meeting starts with many comments on the weekly football match or making remarks on the political conjunctures, it will be difficult to be hopeful for the result of that meeting. Because such a beginning will waste the limited time of the meeting, and the main agenda will either be squeezed at the end, or the meeting will be extended.
The meeting can be held appropriately in parallel to the purpose , neither chitchatting nor wasting time of the participants, by discussions on the agenda items. At the end of the meeting , it is useful to reserve a period of time to summarize the results obtained , and – if necessary – to decide when the next meeting should be held.
As time goes on, the concentration of people decreases. Therefore, it is obvious that the most effective meeting is as short as possible by focusing on the topic. Such a meeting helps to achieve its purpose successfully , and lets the participants do the other tasks in their agendas. It is very important that the meeting should be finalized at the announced time without stretching – both time and people.
2018/03
✿❀✿

Paper Stocks
There is a saying that is widely known: “Stock is like a drug, it first joys then it kills.”
By increasing the stocks , it is possible to make the production and the sales relaxing. Because, no matter what kind of corrugated packaging is sold, how many tonnes , and how tight the delivery is , the paper type(s) to produce it are always ready to use in the warehouse. From this point of view, production facilities also prefer to keep their warehouses full enough.
No doubt, there is a cost for this comfort level. High level of raw material stocks can disrupt the operating capital of the company , and this can negatively affect all areas where cash is needed, from supplier payments up to investment expenditures.
Not only the paper in the warehouse , but also the paper that are paid and waiting at the port should be considered. Even if those are not yet registered in the warehouse inventory, they will be shipped from the port within a few days.
In this case, is it the best way to decrease the paper stocks into a critical level and work JIT (just in time) ?
This question has different answers for each industry. It can be said that this approach is not very functional for the corrugated packaging industry.
Certain types of paper are not produced in our country and must be imported.
Because paper is not a standard product , it is produced based on the type-basis weight-width data which has been mentioned in the purchase order. For this reason, a certain period of time is required for the production after the purchase order has been sent. As the shipment time will be added on top of it , it will be better to keep a certain stock of paper with various basis weights and widths in order to prevent any raw material shortage.
Additionally, some targets can be set such as having high stocks during the period of price hike or low stocks during the period of price decreases altough they are not most likely in practice.
The management of waste paper stocks also has similar boundaries. In particular, seasonality is a very important factor in the supply of waste paper. It is immediately reflected in the level of waste paper stocks. Moreover, long official holidays such as religious festivals are determinants of logistics and the stock management.
It seems an optimum solution to work by keeping paper inventories in reasonable quantities, especially on certain types of papers which has to be imported.
2018/02
✿❀✿

Buying Waste Paper
Waste paper recovered as a raw material has also an important effect from the environmental point of view. Waste paper is classified according to certain criteria. Both TS EN 643 of Turkish Standards Institution , and EN 643 of CEPI (The Confederation of European Paper Industries) are widely referenced sources. Meanwhile , selling and buying waste paper is not as easy as it might seem.
The technology of the paper machine in the paper mill as well as the physical characteristics expected from the produced paper also play a decisive role for the waste paper other than the limitations of the specs.
During the purchasing and the acceptance test stages , the humidity, foreign materials ,and the corrugated board content of the bales are the main topics of the negotiations between the buyer and the seller since the waste paper is a heterogeneous material rather than homogeneous.
Even the humidity, which is a parameter that can be measured easily, may be an issue of the negotiation. The problem may arise if the waste paper purchasing terms of the seller vary from the purchasing conditions of the paper mill. As a result, the agreement may not be easy as the certain amount of moisture will be deducted during the acceptance test stage which will affect the final price of the waste paper. The decisions based on visual comments on foreign materials such as plastics, cd, textile , polystyrene foam etc. in waste paper bales make the job even harder. For this reason, the standards give the figures in percentages when defining the waste paper categories. ( i.e.: max 10% or min 70% …)
Particularly, reaching an agreement on the quality of waste paper in periods of supply-demand imbalance may become even more difficult. Seasonality is also an important factor in the supply of waste paper. In the rainy and/or snowy winters, there may be availability problem for sufficient quantities since the collection of waste paper is difficult. Additionally, it is also important to keep in mind that the moisture content of the waste paper in wintertime is higher.
Although all parameters are written in contracts , experience always goes a step ahead of the knowledge for the waste paper supply, which has its own dynamics.
2018/01
✿❀✿

Ethics : No Bargain !
In the purchasing process , it is very important to supply the right material from the right source at the right costs and at the right time. Of course, there are so many detailes to share on this subject. However, there is one more which has a top priority and the utmost importance.
The teams performing the purchasing functions temporarily keep the wallet of the company. This gives a great responsibility to the team members. Each step should be transparent and, when necessary, reasonably well explained.
Regardless of the structure or the size of the company, the purchasing team has no option to show favor for any supplier. It is ethically unacceptable to have a preference due to the mutual friendship while creating higher costs to the company. All tenders must be kept clear , transparent , and resulting with the supplier who has the lowest total cost of ownership for the company.
From the top purchasing executive to the limited buying authority, all must follow the basic rule , which is keeping the interests of the company first by complying with its existing purchasing policy in a fair and a transparent procurement process. Periodically, internal cross-check audits also ensure that the system works healthily.
Giving the first priority to the interests of the company and its written purchasing procedures rather than the friendship may cause inconvenience for some , but it is very important to keep the robust stance of those who is responsible for this sensitive function. So , the procurement activities of the company will be fair and transparent by making company shareholders feel that their investments are in safe hands.
2018/01
✿❀✿

Perfect Results
There is a famous saying : “The beauty is hidden in small details.” It is true…
When we get a small difference in taste while eating or a tiny detail in the car makes a smile in our face and let us feel a pleasure. In fact, the extra cost for that pleasure does not bother us.
It is possible to recognize it on many successful global brands. Many examples from various industries such as Automotive, Food, Textile lead us to the individual employee , in other words , the workers who work in those companies by dedicating themselves with their passion and the extraordinary attention expecting higher quality results …
Perfectionist employees expect to be admired or appreciated with the result of their work by dedicating themselves into the task. This difference can be observed in a master who makes clocks in excellent quality, or in an artist who makes scale models with the finest details, as well as in an employee who is a member of a team or a manager who manages the team. The difference is the results of the work done. In fact, we hear just a couple of words for some people such as “be calm if you assign the responsibility to him/her” or “if he/she does it, no problem ever ” as common opinions.
The other face of the medallion is not so easy, requiring higher responsibility and intense concentration.
Whatever the job is , the employees who aim to achieve the perfect results can not find the opportunity to deal with other dynamics outside the subject as much as they are too concentrated on that. The possibility of any error and/or missing during the process creates stress on them. This actually makes them feel exhausted , and sometimes other team members. They can not be tolerant of making simple mistakes of the team members , even they do not have any expectation of perfection at their own level. Moreover , they even intervene in the process or they undertake to make the work themselves when they notice a detail that does not fit.
2017/12
✿❀✿

Purchasing …
One of the most critical factors for the industrial companies to be competitive is the low cost which means that many input should be supplied from the right sources and at right costs. That’s why , purchasing goes beyond being only a support function of today’s global and tough competition.
Looking from the purchasing point of view, many companies often have similar issues to each other. For example, the products and/or services are purchased in different conditions by each plant in multi-locational companies or getting in trouble with the product/service when the supllier is not approved one.
One of the more common issues is the waste of considerable time in the buying authority through an inefficient confirmation system. Additionally , working with too many or very limited number of suppliers does not help to improve the price and/or the quality significantly.
It is not surprising that the continuous improvement results immediately and the time, the resources and the energy needed for this improvement are gained back twice.
Several attempts such as the approach of common purchasing , the improvement of the authorization / responsibility matrix in the procurement approvals, preparation of RFPs properly , purchasing through the total cost of ownership (TCO) vision play an effective role to decrease the input cost of the company.
It is useful to take a prompt action for those improvements which also include quick-wins.
2017/12
✿❀✿

F&V Boxes
Based on United Nations data , over one in nine were undernourished in the period of 2014–2016. The world needs to produce at least 50% more food to feed 9 billion people by 2050.
Almost one third of the food produced in the world — approximately 1.3 billion tonnes — gets lost or wasted every year. (1) Fruits and vegetables have the highest wastage rates of any food. Around 45% of fruit and vegetables can not be consumed due to the loss or waste.(1) Approximately 10% of this waste comes from the distribution and/or logistics processes.
The food currently wasted in Europe could feed 200 million people. (1)
The packaging industry has important responsibilities for helping to reduce the amount of food loss and waste. Fruits and vegetables can be fresh for longer time in corrugated boxes during their transportation from the field to our fridge.
Corrugated packaging advantages which are ;
- Made almost entirely from natural resources harvested in sustainably managed forests,
- Nature friendly as a recyclable product,
- Hygienic packaging due to the prevention of contamination by killing microbes in the production process,
- Providing cost savings by being easily shaped for efficient logistics and storage handling,
As well as preserving food and reducing its waste as an important benefit should not be overlooked.
1-FAO (Food and Agriculture Organization of the United Nations)
2017/11
✿❀✿

Fish Boxes
For those who love seafood , there is no any special time for eating fish. However, the taste of fish in the winter is a bit greater. In our country , all fish comes from either captured fishery or aquaculture are consumed both in the domestic market and also in export. Sea bream, sea bass and trout are three main fishes grown by aquaculture of Turkey.
In the transportation of fish , the properties of the packaging are as important as the cold chain. Corrugated boxes are frequently used for fish packaging in addition to its general use for all materials except energy and mines. It is possible to notice the corrugated fish boxes importing from Scandinavian countries when we go shopping in the malls.
Different production technics are used to make the corrugated board resistant to water, moisture and grease. The resistance of the paper is made either by direct coating with a chemical which is suitable for direct food contact or laminating with PE or PET-based materials. So , the fish is perfectly protected in the corrugated box. Corrugated boxes made from such special papers are suitable for direct food contact. Those boxes are also suitable for printing of text or logo and repulpable/recyclable.
There are patented special paper products developed by different producers , and it is ensured that the consumers can buy fish fresh in corrugated boxes made of correct materials with respect to the application conditions.
2017/11
✿❀✿

Flowers in the Vase
The flowers expressing the feelings of human being with their smells, colors and different shapes embellished geographies which have suitable climate and soil conditions over centuries. The cut flowers and ornamental plants are also being cultivated by means of improving technologies in those areas where no suitable conditions exist. They are also one of the important export items in some countries creating contribution for the economies.
Globally, the Netherlands, Colombia and Ecuador are among the leading export countries while the countries such as Germany, USA, UK, and the Netherlands are important markets.1
Turkey has a share of about 0.2% in global cut flower production.1 Carnations, roses and gerberas are the main types of cut flower production in our country. Russia, the Netherlands, the United Kingdom and Ukraine can be mentioned as our main export destinations.2
In 2014 , 58.5% of the cut flowers produced in Turkey was carnations.1
One of the most important features of those countries which export cut flowers a lot has geographical closeness to the developed countries. While the Netherlands mainly serves to the German market, Colombia has also improved their cut flower exports by serving to the US market.3
Approximately 25% of the cut flowers produced in the world are wasted due to different reasons in the supply chain.4
Corrugated boxes, which are the ideal option for packaging of cut flowers and ornamental plants, provide the required physical strength with their different flute types while making the products appealing with its elegant and attractive printings.
Corrugated packaging advantages which are ;
- Made almost entirely from natural resources harvested in sustainably managed forests,
- Nature friendly as a recyclable product,
- Hygienic packaging due to the prevention of contamination by killing microbes in the production process,
- Providing cost savings by being easily shaped for efficient logistics and storage handling,
help the exporters of cut flowers and ornamental plants to deliver their cargo to the buyer safely.
In Turkey , 2,220 tons of corrugated board were used in cut flower and ornamental plants industry in 1990. But , the figures for the last five years are quite higher as it can be seen from the attached graph.5
Cut flowers and ornamental plants, which have completed their transportation process with a corrugated box in a safe and healthy environment, continue to spread positive energy in the vase without losing anything from their freshness.
2017/11
1- TR63 Bölgesi Kesme Çiçek Sektör Raporu , T.C. Doğu Akdeniz Kalkınma Ajansı , 2015
2-Batı Akdeniz İhracatçılar Birliği
3-“Dünyada ve Türkiye’de Süs Bitkilerine Genel Bakış, Problemler ve Çözüm Önerileri ” , Doç. Dr. Bahriye Gülgün ,Türkiye Tohumcular Birliği Dergisi
4-“Kesme Çiçeklerde Hasat Sonrası Ömrü Etkileyen Faktörler ” , Doç. Dr. Soner Kazaz , Türkiye Tohumcular Birliği Dergisi
5-OMÜD
✿❀✿

Kraftliner …
It is a paperboard which is used primarily as the outside layer of corrugated containers made up of a high percentage of unbleached sulphate chemical wood pulp mixed with small quantities of recycled paper stock …
The total world capacity is about 35 million mtons …
The biggest part of the capacity is in North America …
Its price is in the highest levels of past 10 years …
Moreover, there is a serious congestion in the supply side …
With its continuous price increases and the tight supply over last 12 months , we also remember sharp price hikes of kraft liner (KLB) paper in 2010 and 2012 when they had a significant influence on the market by increasing the input costs of the corrugated packaging industry.
But , if we take its today’s price level into consideration, KLB seems to be looking for a new higher peak before settling down, leaving previous top prices behind.
On top of the price issue, KLB market is quite tight , too.
This situation made corrugated industries in many countries feel down through the year of 2017.
Ok , will this trend continue ?
It will be unrealistic to predict that the issue of KLB will be pretty good next year. Moreover , the current trend is expected to affect a significant part of the year 2018.
The problem is not only limited with the price hikes. It is also hard to say that the availability problems will disappear totally. Because, there seems no additional capacity in the very near future.
2017/11
✿❀✿

Planning is Essential …
Referring to the motto that the success will come out of hard work, it is generally concentrated on working. Working is, of course, necessary. But ultimately, how you work is more effective on the results than how much you work.
Planning details before starting to work minimizes both the time and the energy waste.
The time spent on planning helps to shorten the total execution time by avoiding faults or missings throughout the execution of the scope.
Regardless of the industry, from the simplest one to the most complicated , either the outcome can not meet the expectations or no results are achieved following a start in a rush without any planning.
To ensure the work to be done is efficient , teamwork is the magic key that will bring the team together , plan the scope, responsibilities, and timetable of the project in detail.
Those who have completed an office day unplanned but have not been able to finalize their daily business, usually try to work later than business hours ; just like they can not achieve solid results from unnecessarily long meetings because those are not planned in advance.
Accurate planning is vital in the world’s tough climates. Those who live in these regions where the tough weather conditions exist are forced to make the right planning to survive.
Allocating enough time for planning will result in efficient work. This is an important factor for the happiness of both employees and the customers.
2017/10
✿❀✿

Surprise !
There is a need to define the goods or services to be purchased in a very detailed and clear way in order to get the purchased goods properly when it has been delivered.
Usually , these details and conditions are mentioned in the purchase order.
But, this means that the vendor has already been selected. It is very important to prepare the request for proposal in a correct, clear and understandable manner to be able to choose the vendor among the bidders who gave their proposals for the same terms.
In other words, the bidders should know what they are proposing if they receive an RFP with a clear description of the goods or services planned to be purchased, the duration of the bidding, the format of the proposal, the validity of prices, the contact details and any other special conditions, if any. So, no bad surprises will emerge afterwards.
It is possible to assume that all proposals are made for the same terms after the bidders sign the request for proposal form. It can be supposed that the bidders read and accepted the terms when they signed the request for proposal. If there are some points which seem not so clear, or those conditions that may not be accepted as is, a negotiation with the buyer at the early stages of the bidding process will prevent any future troubles.
2017/10
✿❀✿

The Machine is on Fire !…
Many years ago, I witnessed a coincidence when a salesman told the customer on the phone that “a production machine had not produced the order on time because the machine was burned the evening before”. The machine in question, however, was working so well.
In corrugated packaging industry , sale is first and the production is later.
Sales teams can inform their customers with a correct and realistic delivery time if they know the status of the production, the delivery terms of the other orders and the possible production time for a new order to be received.
By accepting– for not being refused – a new order , many problems may arise, including the risk of losing the customer if the received orders fill the machine time.
Similar situations can be experienced in the packaging paper industry.
The corrugator can not make the production due to the fact that paper manufacturer still accepts orders while the order book is full for that month , and not produce and deliver the order on the agreed period of the month.
Thanks to the intelligent software , the weekly / monthly production schedule charts made using pencil and paper many years ago can now be designed without any mistakes and much faster. Because of the sales teams benefiting from these programs, both the capacities can be used efficiently and the customers can receive orders of corrugated box or paper at the agreed period of time.
2017/10
✿❀✿

15 Difficulties in Paper Logistics…
In order to produce corrugated boxes in desired quality, some types of paper, which is the raw material of the corrugated boxes, must be delivered from far geographies.
However, this process is not as easy as it might seem. There is always a need for deep experience beside knowledge in order to have success in the struggle with problems, complexities and troubles.
After sending the purchase order , one or more of the following surprises may be waiting for you. These are real life experiences, not theoretical possibilities.
1-The pulp required for the paper manufacturer is derived from the trees grown in the industrial forests. However, it is not easy – even possible – to work in the forests, especially during periods of heavy rainfall. This creates delay in delivery.
2 – There may be a failure in the production area of the paper maker. Failure stands for machine shut-down and delay.
3-Problems may arise in finding the right quantity and quality (dry/high cube/open top..) of containers required for the shipment of the papers. If the shipping company can not keep the balance of exports and imports, or they do not get the correct information about the shipment beforehand, there may not be enough empty containers in the right quantity and quality.
4-Delivery of the containers stuffed with produced paper reels to the port from the mill is mostly done by railway or highway. Some difficulties due to the seasonal reasons (snow, freezing, flooding, collapse ...) may retard the arrival to the port.
5- On the scheduled vessel , there may be a space problem due to excessive demand. In this case, the shipping agent may limit the number of containers to be loaded into the vessel and leave the rest of them at the port for the next vessel for not refusing the other customers.
6-There may be a strike or slow working at the loading port or the next port on the way to the destination.
7-The vessel carrying the containers may slow down due to bad weather conditions. This will postpone the scheduled arrival date.
8-If the weather conditions get tough, the paper reels in the container may become wet. In fact, the container can even fall into the sea.
9- While the vessel approaches to the port of destination, the shipping agent may change the sequence of ports to be visited. In this case, the first port will be the last port to be visited. Serious delays may occur depending on the number of ports to be visited.
10-Due to the excessive congestion at the port , the vessel may anchor out of the port area , and wait for a reasonable time.
11- The cranes may fail when unloading the containers from the ship. These type of failures may also occur when the containers are placed in the stock area of the port.
12- In the process of nationalization , the lack of necessary documents or the need for re-arrangement of some documents are potential problems.
13-The customs computer systems may malfunction. Everything stops until the problem is cleared, but the time does not stop.
14-The number of trucks required to be loaded by the containers at the port may not be available at the same time.
15- Unloading the containers at the plant and returning the empty containers back to the port may be interrupted by the failure of the forklift truck at the plant. In this case, the trucks wait at the plant entrance with the containers.
When the paper takes place in the warehouse without any of the possible difficulties described above, the logistics team is ready for a comfortable sleep.
2017/09
✿❀✿

1.60 mt >> Width Limited , 3.35 mt >> Space Limited
As technology improves day by day, changes are observed in the working widths of the corrugators.
Many years ago, it was possible to see the corrugators with working width of 1.60 mt in corrugated box plants, frequently. Later on, the working width of 2.50 mt was very popular in the market. As paper machines, on the other hand, were designed to fit 2.50 mt width or even higher, the corrugators were integrated with the paper supply side, too.
2.85 mt width corrugators recently were in the market , and are now followed by those with a width of 3.35 mt.
It is required to utilize the working width maximum to reduce the energy consumed per square meter of produced corrugated board. Nowadays, the need for both short orders and the various qualities and sizes requires working with wider corrugators carefully from the efficiency point of view.
On the other hand , for the paper types that have to be imported from far geographies , stuffing the paper rolls into the containers optimally is very important for the freight costs.
Nowadays, it is much easier to find alternative solutions when shipping paper widths that can work in a 2.50 mt corrugator.
2017/09
✿❀✿

Packaging Design
Functionality of the corrugated packaging design , as all types of designs , makes the tasks easier in daily life.
Otherwise, there may be many difficulties such as the box cover cutting off our finger while trying to open it or box designs that create unnecessary loss of space due to the wrong pallet dimensioning. No matter how perfect the design is , it can not be meaningful if it does not fully meet the needs.
Design can arise from a need as well as being a product coming out of a research and development process.
Designing a corrugated box that protects, transports and promotes the product that the customer brings to the corrugated packaging manufacturer can be considered a “product development process” for meeting the requirements of the customer.
However, without any demand, the end-users who have immediately recognized the benefits such as “functional advantage / ease of use / ecological compatibility / economic material use” in a new corrugated packaging design which is the result of a “research and development process” , may be in its need and look for it.
2017/08
✿❀✿
The Habits…
“Habit is habit, and not to be flung out of the window by any man, but coaxed down-stairs one step at a time.” Mark Twain said.
Intensive protections and precautions are taken against potential job accidents in the paper and corrugated box industry as well as in all industries.
However, when it comes to correcting some habits that can be accepted as “normal” by an adult individual, this process takes long time.
We observe the technicians who come to the plant for the installation of a machine wear their personal safety equipment with a great care , and we try to adopt the same critical approach to an employee who grew up in a village where people were fans of those who carelessly jump from a steep hill into a river.
It’s a bit painful, but very necessary process.
It is always a top priority to create a sustainable and secure working environmentwith intensive trainings, regular observations, constructive feedbacks of employees , and continuous improvements at site.
2017/08
✿❀✿

Warehouse with 10 Wheels
Packaging is one of the essential materials required to put the product on the shelf in different industries. For example, a shampoo producer requires different materials to make the shampoo ready for sale : chemical raw material, outer bottle, plastic top, corrugated box, etc… These different materials are produced by different industries. Therefore, there is always a traffic jam in the warehouse of the producer that brings those items together.
In logistics, waiting for the unloading of the truck for a long time is troublesome because the money is earned if the truck moves. If you take the example above, waiting for the unloading of a truck that is full of corrugated boxes not a few hours but many hours or even days, would primarily damage the logistics company , and then the manufacturer of the corrugated boxes. Instead of transporting goods on highways , the trucks that are waiting for unloading like a “warehouse” are “free of charge” for the customer , and “the most expensive mobile warehouses” for the supplier.
One way of eliminating this inefficiency is working with the booking system.
If the day of the week and the hours of the day to unload are known , neither the driver, the truck nor the supplier will suffer.
The companies that successfully manage this process also reduce their total cost.
✿❀✿
Safe Port …
Installation of manufacturing plants which are aiming import and/or export close to the ports provides an important logistical advantage. Otherwise, high freight cost for internal transportation is one of the major issues that pressures the competition.
In 2016, approximately 580,000 tons *, in other words 46,000 TEU of paper have been imported by the corrugated box industry of our country. By accepting almost all of it has been shipped by vessels, it can be assumed that 46,000 TEU of paper had been handled in our ports.
If the buyers cannot unload the containers at their plants by their own forklifts, the containers must be unloaded at the port. It means that the paper rolls must be carefully taken out from the containers by the forklift trucks equipped with special paper attachments.
The handling capabilities of the ports – where the right equipment and trained work force are necessary – not only speed up the operation, but also prevent the damage of imported paper reels. In our country, the number of ports with higher handling capabilities increases day by day.
*TÜİK&SKSV
✿❀✿

Akdeniz …
It was decided to be established in 1970.
On July 28, 1975, a groundbreaking ceremony was held.
It started operation in 1984.
It took 14 years from its establishment decision into the operation start-up due to various problems that arised over time regarding the location, financing and the installation of the project.
The capacity was projected for 155,000 mt/year.
For nearly 20 years, the Seka Akdeniz paper mill had been an important kraftliner supplier for many domestic corrugated packaging companies, while exporting to some North African and Middle East countries.
As the mill lost its technical and the commercial competitiveness in time , it was closed in 2003.
(Seka Tarihi,1996)
✿❀✿
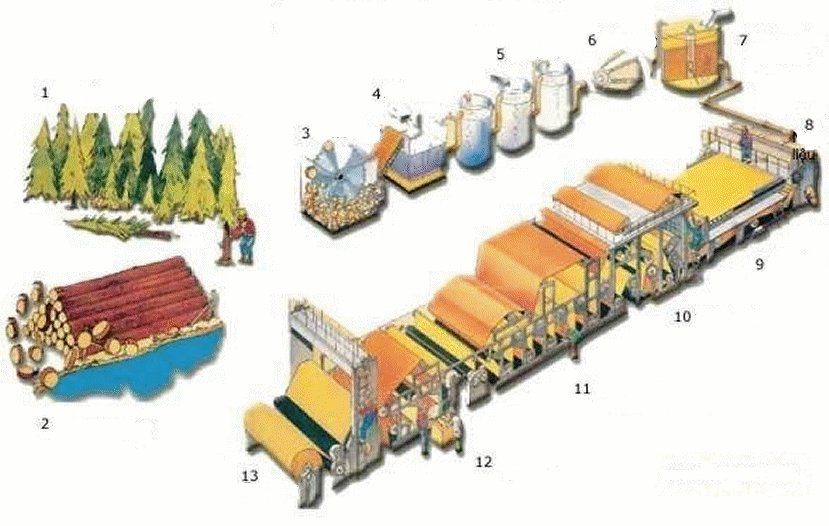
The Integration of Paper Mills with Corrugating Plants
It is possible to consider that corrugated box production and paper production as the same business family. While paper production is a heavy industry focusing on chemistry *, the corrugated packaging industry uses paper as a raw material , and processes it to create packaging solutions.
The types and quantities of needed paper can vary because of the reverse process flow that corrugated boxes are first sold , and then produced.
That’s why, corrugated box producers with their paper integration have advantage because , the fastest reaction to sudden changes in paper demand comes from the sister paper mill , naturally.
So ;
• The production of orders is not delayed due to waiting for the required paper.
• There will be no necessity to produce the boxes using different paper grades.
• It is not necessary to keep stocks of a wide variety of paper types and sizes.
• A very important advantage in paper cost is provided.
• There is an opportunity to develop new paper grades.
The above mentioned items can be considered as a disadvantage for non-integrated corrugated box operations.
* Universities in some countries also have a “paper engineering” faculty.
✿❀✿
Straw Based Paper
Everything changes very quickly with the accelerating speed of technology.
Alhtough it was very popular in the daily life when writing notes or copying texts until 1990s , the production of paper using straw as a raw material is not a common method anymore.
The paper mills used to purchase the straw bales from farmers just after the harvest. They were then stacked in the form of huge heaps, and used as raw material all the year round.
The straw pulp , which was an outcome of “cooking” process of straw in the large cylinders with the aid of pressurized steam and certain chemicals, was coming to the headbox after the cleaning and the refining stages. Following the press section and the drying sections , straw paper was being sent to the warehouses.
Today, waste paper that we used is collected and recycled to reproduce paper with higher physical properties using different production technologies.
Moreover, with a much more environmentalist production circle …
✿❀✿
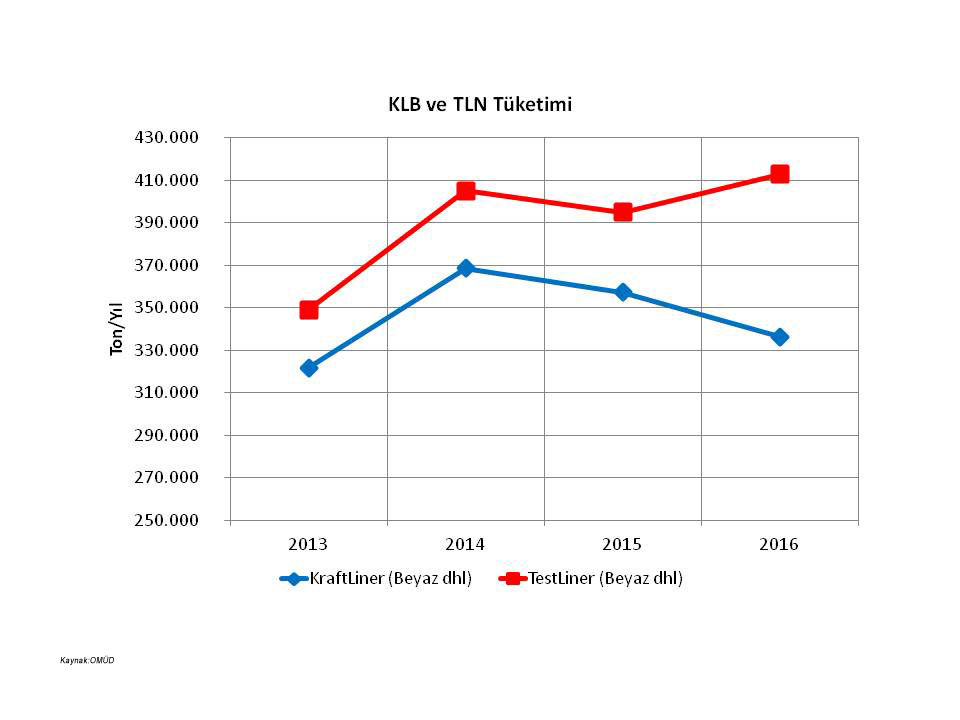
Having a look at Turkish Corrugated Board Manufacturers Association (OMUD)* figures of last four years , it is possible to notice that the difference between the consumptions of KLB (incl.white) and TLN (incl.white) increases sharply in 2016 while it was parallel to each other in between 2013-2015.
In other words , KLB consumption decreased -6% while TLN consumption increased +4,5% in 2016. (OMUD)
*OMUD members represent 77,5% of total tonnage (2016)
✿❀✿

Paper is on the way…
Handling of paper requires special attention because paper is easily affected by the environmental conditions such as humidity or odor.
The quantity and the quality of handling of imported paper rolls between the point where they are produced and the point where they will be consumed affect the amount of waste to be generated.
It is the best way to handle paper rolls which are loaded and unloaded in containers/trucks/wagons by forklifts equipped with special paper attachments. However, if the pads of the attachment press the rolls excessively , it is inevitable that the outer layers of the paper rolls will be damaged. This type of damages creates financial loss.
By giving a numerical example ; let’s assume that a kraftliner reel with an outer diameter of 1400 mm, a width of 2200 mm , and a basis weight of 200 gsm is damaged by “over pressure” of the forklift attachment. As a result ,15 outer layers of the paper roll are useless. If this damage is considered to have occurred in the delivery of 250 tonnes , the amount of money to be lost is close to 2000 USD.
Payment of the loss by the insurance company does not fully solve the problem. Because , it may be necessary to wait for the new replacement order several weeks to import.
✿❀✿

Paper in the Warehouse
The paper, which is the raw material of corrugated boxes , is defined by 3 basic parameters: the type of paper, the basis weight (gsm) and the width (mm).
For example: “2500 mm width, 200 gsm , KraftLiner” …
Therefore, the paper stock in the warehouse is consisting of paper rolls with different types, different grammages, and different widths.
The paper width is defined by how the orders are effectively combined by taking into consideration of the corrugator working width.
Working with higher paper stock causes trouble in the operating capital. However, keeping paper stocks lower also carries the risk that customer requests may not be met on time due to lack of required weight/type/width of paper in the warehouse. In fact, some orders can be canceled just for this reason.
One of the solutions of this problem is “to set an optimum level for the paper diversity” in the warehouse.
By combining orders with “limited number of paper widths“, the paper stock reaches an optimum level as a result of simplification by “reducing the number of different paper widths“.
✿❀✿

As we Agreed …
Contracts let the procurement team save time since all details such as the type of materials/services to be purchased , the conditions and the supplier are already clarified , and all necessary approvals have already been taken for a certain period of time.
Of course, the supplier reviews and the proposals should have been compared using the total cost of ownership(TCO) criteria , and the final supplier should have been selected as well as the approvals should have been completed by the authorities before coming to the contract step.
Due to the rush of business world, everything cannot go as planned. The contract can wait at the legal department, a small item change of the contract can not be accepted by the vendor , or one of the approving authorities can extend the business trip …
On the other hand, the purchase of the material/service may have an urgency.
In this case, it is quite often for the unit that will use the product to struggle with the purchasing team. In order not to stop the life at site , it is not so easy to explain “buying without having a quotation”, despite lack of an approved contract.
For not allowing to stop the procurement due to the contract delay caused by one or more of the problems mentioned above, it will be a “temporary solution” either to get “different offers” related to the needed product and send the order, or to purchase it after having a “written” approval from the top management until the final contract is signed by the parties.
✿❀✿

Sole Supplier : Ever Supplier
In the case of monopoly products or where the seller is the original manufacturer of the product, it is reasonable to purchase it from a “single supplier”.
Apart from such exceptional cases, finding different suppliers for the required product, getting offers and placing the order to the “lowest total cost” vendor may not usually be very pleasing for the operation team. Because the “new supplier” for the operators at site is a potential risk that usually involves “potential headaches.”
While the need is still being created, trying to impose a specific (and often the same) supplier or explicitly describing the seller narrows the flexibility of the procurement team. As a result, it becomes impossible to buy the needed product from a different supplier in much more favorable terms.
The situation is quite comfortable from the perspective of a single supplier. After a very short period of time, it becomes quite difficult to negotiate the price, payment terms, delivery terms, etc.. with the (single) supplier.
However, giving a chance to different suppliers can bring out new synergies apart from lowering the costs. If the product is produced by more than one manufacturer, the competition will be reflected on the quality of the product. Positive support of the operators at site makes a significant contribution to the process, as some suppliers may need to have some feedback following some trials of the product.
✿❀✿

The Truck Transports Air …
“Turning the wheels” is important in road transportation. Because a truck that does not move does not earn any money.
The transport companies also aim to maximize their profits by using the truck’s full loading capacity.
However, the situation is different for the transportation of lighter products.
Corrugated board is one of such products.
The air between the flutes makes the product very light. Even if a trailer is loaded with corrugated board fully , the total weight is no more than 10-11 tons.
Well, is the cost of the freight performed by a truck that only carries half of its loading capacity cheap ? Of course not.
In that case, different perspectives are needed …
Using the trailer most efficiently, designing custom type of trailers, creating routes that allow the trucks to move full in both directions are some of the solutions that help to reduce the freight unit costs of lighter goods.
✿❀✿

Buy It Urgently !
Does any purchasing department have a “normal purchase” ?
In the purchasing departments of many companies , things are always “very urgent“.
There may be a need for an urgent purchase from time to time ,and it needs a quick action by avoiding other works. Well, should the purchases made on ordinary days not be in “normal” status?
“Correct planning” is the root cause of this situation as well as the others.
It takes a certain period of time to purchase the material which is requested by a department at the last minute , from the right source, at the right quality , and at the right cost .
It is even more important to buy the raw materials with a “business plan”. To be able to do that , the expected changes in the market where the final product is sold and seasonal/periodical effects need to be foreseen. In other words, “feeling the clouds of rain well” by sales teams is the core of this forecast study. That is the very important part of the planning while that “data” is processed by either manual or automatically in real time using softwares.
It should not be forgotten that the urgent buying is the most expensive purchasing.
✿❀✿

Making Profit in Buying Process…
Could it be anything that we have missed while realizing these famous words which have been an epigram for almost everyone?
5Rs of purchasing is :
Right material,
Right source,
Right quality,
Right time,
Right cost,
It is important that it does not say “the cheapest source” but “the right source” or “the right cost” instead of “the cheapest price”
However, some managers, who only focus on the price, remind that the cheaper goods/services need always to be discovered. In this respect, they always blame the purchasing department for not finding the cheaper one.
Without calculating the total cost of ownership(TCO) of the purchased material, the “total cost” of a cheaply purchased product/service can harm our pocket.
That’s why, instead of making the comparison of the received quotes only with prices, placing each potential supplier’s potential savings/expenses on the buyer side – even if they are not quantified, adding comments – in the comparison table allows the final decision maker to see the big picture clearly.

